1) cut quality

切削质量
1.
If relevant precision control improper during the process of making ladder bit, it cut quality influence greatly.
阶梯钻头在制造的过程中如果相关的精度控制不当,则其切削质量会受到很大影响,轻者造成孔的粗糙度过高,严重的造成孔径超差导致被加工零件的报废。
2) cutting dosage
切削用量
1.
The cutting characteristics of 316L stainless steel is analyzed in this article,and the process parameters for cutting stainless steel which includes material of the cutter,cutting dosage and cutting liquid are analyzed and studied.
笔者对316L不锈钢材料的切削加工特点进行分析,并从刀具材料的选用以及切削用量、切削液的选择3方面对316L不锈钢零件的车削精加工进行了分析和研究。
2.
The relation between the cutting dosage and cutting force has been discussed,and equations f.
鉴于目前非刚性轴加工采用单刀车削的问题,为了提高生产率,提出多刀车削成形非刚性轴圆柱表面的数学模型,根据误差敏感方向原理,分析了切削力的径向分量和径向位移,并计算出相应的切削力分量,讨论了切削用量与切削力的关系,建立切削深度的方程和位移方程,最后,以3把车刀切削过程为例进行了模拟,得出了光轴车削过程的规律性。
3.
0, We want to find a way to link a native database or the long range databases of the cutting dosage or cutting tool.
在满足工艺系统的约束条件下,建立推理及选择切削用量或刀具的数据模型,然后根据数学模型设计相关程序及系统操作界面,实现对切削用量的自动输出。
3) cutting parameters
切削用量
1.
Test research of cutting parameters optimization of metal-cutting process on cermet cutter;
金属陶瓷刀具的切削用量参数优化实验研究
2.
nsumption;viscosityMethods of cutting parameters optimization in marching;
机械加工中“切削用量的优化”方法探析
3.
Optimization of NC turning cutting parameters;
数控车削切削用量的优化
4) Cutting data
切削用量
1.
The applicable machining materials of PCBN cutting tools and rational selection methods for geometry parameters, cutting data and insert brands of PCBN cutting tools are introduced.
介绍了PCBN刀具适用的加工材料以及刀具几何参数、切削用量、刀片牌号的合理选择方法 ,针对PCBN刀具在实际加工中的常见磨损、破损形式提出了具体改善措
2.
The influence of cutting data and geometrical angles of tools on machined surface roughness were also investigated.
用试验的方法研究了奥-贝球墨铸铁的加工表面形态、已加工表面粗糙度,分析了切削用量和刀具几何角度对加工表面粗糙度的影响。
3.
Proposed that a metal cutting database is basically composed of databases of cutting data, tool geometry angles, cutting fluid and unit cutting power.
提出由切削用量库、刀具几何角度库、切削液库和单位切削功率库基本构成金属切削数据库,给出了它们的关系模式。
5) cutting parameter
切削用量
1.
Multi-target optimization of cutting parameters in NC turning;
数控车削中切削用量的多目标优化
2.
The method could provide a reference for the computing of the cutting parameters in the production.
通过建立以最少时间为评价标准的目标函数,以机床功率、转速、刀具寿命和表面质量为约束条件,提出了一种简便实用的切削用量优化方法。
3.
The author gave us the reasonable selection of tool materials、tool parameters and cutting parameters during turning of hardened steel in order to get the ideal cutting result.
着重说明了车削淬火钢件时,如何通过合理地选用刀具材料、刀具几何参数及切削用量达到理想的切削效果,并提出车削淬火钢件时应注意的若干问题。
6) cutting output
切削用量
1.
Optimal calculation of cutting output Considering dynamic strength of cutting tools;
考虑刀具动态强度的切削用量优化计算
2.
The paper discusses a method for optimum selection of cutting output in metal-cutting.
阐述了金属切削加工中切削用量的优化选择方法,此方法的应用,大大加强了一般中小型CAM系统对工艺问题的处理能力,为实现低耗、高效、高度现代化切削决策提供了理论依据。
补充资料:切削加工:金属切削原理
研究金属切削加工过程中刀具与工件之间相互作用和各自的变化规律的一门学科。在设计机床和刀具﹑制订机器零件的切削工艺及其定额﹑合理地使用刀具和机床以及控制切削过程时﹐都要利用金属切削原理的研究成果﹐使机器零件的加工达到经济﹑优质和高效率的目的。
简史 金属切削原理的研究始于19世纪中叶。1851年﹐法国人M.科克基拉最早测量了钻头切削铸铁等材料时的扭矩﹐列出了切除单位体积材料所需功的表格。1864年﹐法国人若塞耳首先研究了刀具几何参数对切削力的影响。1870年﹐俄国人..季梅首先解释了切屑的形成过程﹐提出了金属材料在刀具的前方不仅受挤压而且受剪切的观点。1896年﹐俄国人..布里克斯开始将塑性变形的概念引入金属切削。至此﹐切屑形成才有了较完整的解释。1904年﹐英国人J.F.尼科尔森制造了第一台三向测力仪﹐使切削力的研究水平跨前了一大步。1907年美国人泰勒﹐F.W.研究了切削速度对刀具寿命的影响﹐发表了著名的泰勒公式。1915年﹐俄国人..乌萨乔夫将热电偶插到靠近切削刃的小孔中测得了刀具表面的温度(常称人工热电偶法)﹐并用实验方法找出这一温度同切削条件间的关系。1924~1926年﹐英国人E.G.赫伯特﹑美国人H.肖尔和德国人K.科特文各自独立地利用刀具同工件间自然产生热电势的原理测出了平均温度(常称自然热电偶法)。1938~1940年美国人H.厄恩斯特和M.E.麦钱特利用高速摄影机通过显微镜拍摄了切屑形成过程﹐并且用摩擦力分析和解释了断续切屑和连续切屑的形成机理。40年代以来﹐各国学者系统地总结和发展了前人的研究成果﹐充分利用近代技术和先进的测试手段﹐取得了很多新成就﹐发表了大量的论文和专着。例如﹐美国人S.拉马林加姆和J.T.布莱克于1972年通过扫描电镜利用微型切削装置对切屑形成作了动态观察﹐得到用位错力学解释切屑形成的实验根据。
学科内容 主要内容包括金属切削中切屑的形成和变形﹑切削力和切削功﹑切削热和切削温度﹑刀具的磨损机理和刀具寿命﹑切削振动和加工表面质量等。
切屑形成机理 从力学的角度来看﹐根据简化了的模型﹐金属切屑的形成过程与用刀具把一叠卡片1﹑2﹑3﹑4﹑……等推到 1﹑2﹑3﹑4﹑……等位置(图1 切屑形成过程示意图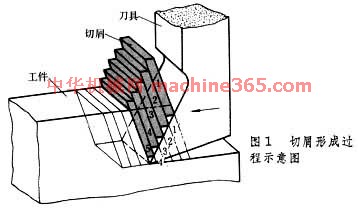 )的情形相似﹐卡片之间相互滑移即表示金属切削区域的剪切变形。经过这种变形以后﹐切屑从刀具前面上流过时又在刀﹑屑界面处产生进一步的摩擦变形。通常﹐切屑的厚度比切削厚度大﹐而切屑的长度比切削长度短﹐这种现象就叫切屑变形。金属被刀具前面所挤压而产生的剪切变形是金属切削过程的特征。由于工件材料﹑刀具和切削条件不同﹐切屑的变形程度也不同﹐因此可以得到各种类型的切屑(图2 切屑的类型
)的情形相似﹐卡片之间相互滑移即表示金属切削区域的剪切变形。经过这种变形以后﹐切屑从刀具前面上流过时又在刀﹑屑界面处产生进一步的摩擦变形。通常﹐切屑的厚度比切削厚度大﹐而切屑的长度比切削长度短﹐这种现象就叫切屑变形。金属被刀具前面所挤压而产生的剪切变形是金属切削过程的特征。由于工件材料﹑刀具和切削条件不同﹐切屑的变形程度也不同﹐因此可以得到各种类型的切屑(图2 切屑的类型 )。
)。
简史 金属切削原理的研究始于19世纪中叶。1851年﹐法国人M.科克基拉最早测量了钻头切削铸铁等材料时的扭矩﹐列出了切除单位体积材料所需功的表格。1864年﹐法国人若塞耳首先研究了刀具几何参数对切削力的影响。1870年﹐俄国人..季梅首先解释了切屑的形成过程﹐提出了金属材料在刀具的前方不仅受挤压而且受剪切的观点。1896年﹐俄国人..布里克斯开始将塑性变形的概念引入金属切削。至此﹐切屑形成才有了较完整的解释。1904年﹐英国人J.F.尼科尔森制造了第一台三向测力仪﹐使切削力的研究水平跨前了一大步。1907年美国人泰勒﹐F.W.研究了切削速度对刀具寿命的影响﹐发表了著名的泰勒公式。1915年﹐俄国人..乌萨乔夫将热电偶插到靠近切削刃的小孔中测得了刀具表面的温度(常称人工热电偶法)﹐并用实验方法找出这一温度同切削条件间的关系。1924~1926年﹐英国人E.G.赫伯特﹑美国人H.肖尔和德国人K.科特文各自独立地利用刀具同工件间自然产生热电势的原理测出了平均温度(常称自然热电偶法)。1938~1940年美国人H.厄恩斯特和M.E.麦钱特利用高速摄影机通过显微镜拍摄了切屑形成过程﹐并且用摩擦力分析和解释了断续切屑和连续切屑的形成机理。40年代以来﹐各国学者系统地总结和发展了前人的研究成果﹐充分利用近代技术和先进的测试手段﹐取得了很多新成就﹐发表了大量的论文和专着。例如﹐美国人S.拉马林加姆和J.T.布莱克于1972年通过扫描电镜利用微型切削装置对切屑形成作了动态观察﹐得到用位错力学解释切屑形成的实验根据。
学科内容 主要内容包括金属切削中切屑的形成和变形﹑切削力和切削功﹑切削热和切削温度﹑刀具的磨损机理和刀具寿命﹑切削振动和加工表面质量等。
切屑形成机理 从力学的角度来看﹐根据简化了的模型﹐金属切屑的形成过程与用刀具把一叠卡片1﹑2﹑3﹑4﹑……等推到 1﹑2﹑3﹑4﹑……等位置(图1 切屑形成过程示意图
)的情形相似﹐卡片之间相互滑移即表示金属切削区域的剪切变形。经过这种变形以后﹐切屑从刀具前面上流过时又在刀﹑屑界面处产生进一步的摩擦变形。通常﹐切屑的厚度比切削厚度大﹐而切屑的长度比切削长度短﹐这种现象就叫切屑变形。金属被刀具前面所挤压而产生的剪切变形是金属切削过程的特征。由于工件材料﹑刀具和切削条件不同﹐切屑的变形程度也不同﹐因此可以得到各种类型的切屑(图2 切屑的类型 )。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条