1) carriage carlines
车架纵梁
1.
The characteristic of forming dies for inner and outer plates of carriage carlines wasanalyzed, i.
分析了车架纵梁内外板成形模具的特点,即体积大、笨重,其配套压床20 000kN以上,而此类压床往往数量极少,故换装模频繁。
2) auto rack girder
汽车车架纵梁
1.
Fast stitching algorithm of sequence images for auto rack girder detection;
面向汽车车架纵梁检测的序列图像快速拼接算法
3) side member extension
车架纵梁升出部分
4) chassis
车架
1.
The two manufacturing technologies and correspondent selection of the side rail of heavy truck chassis;
重型商用车车架纵梁的两种制造技术及选择
2.
Finite element analysis of QY35K truck crane chassis is conducted.
采用ANSYS软件对QY35K汽车起重机车架进行有限元分析 ,为更好地反映支腿受载后的应力状况 ,对固定支腿和活动支腿分别作了有限元分析 ,从而得到了车架上较大应力的区域 ,为改进结构设计提供了有效的参
3.
Based on establishment of mathematic and dynamic model of the chassis, the dynamic response and stress state and strain state in typical road stimulating is analysied in this paper.
在建立的车架数学和力学模型基础上,揭示了车架在典型路面激励下的动态响应及应力应变状态,为该车在山区路况下车身产生开裂、高速行驶中稳定性等问题的解决在车架特性上找到影响因素。
5) frame
车架
1.
The influence and improvement of pressing to fatigue performance of frame;
冲压对车架疲劳性能的影响及其改进
2.
Frame structure design of heavy-duty dump vehicle for mine;
矿用重型自卸车车架结构设计
3.
A Study on Strength FE Modeling and Analysis Method for Medium and Heavy Duty Truck Frame Structure;
中重型汽车车架结构强度有限元建模与分析方法研究
6) vehicle frame
车架
1.
Finite element analysis for vehicle frame based on GAP elements;
基于GAP单元的车架有限元分析
2.
The optimum design of 2CZ-21 vehicle frame;
2CZ-21车架的优化设计
3.
The analysis of static and dynamic characteristic for tractor vehicle frame;
军用某型牵引车车架静动态特性分析
参考词条
补充资料:浅谈汽车车架纵梁加工设备的选择
着汽车工业的日益发展,汽车纵梁的数量和品种也不断增加,纵梁加工设备也不断创新完善,从而合理地选择纵梁加工设备是汽车纵梁制造企业保持强劲的竞争力的关键。
一般纵梁由主梁和加强梁组成,梁的形状为U型。加强梁装在主梁内,用铆钉连接。根据车型不同,纵梁分直梁式和曲梁式;又分等截面梁和变截面梁。
一、纵梁的加工工序
一般加工工序分两类,即先加工孔后成形或先成形后加工孔。
1、落料——加工孔——成形——(弯曲)
2、落料——成形——加工孔——(弯曲)
二、加工设备的选用
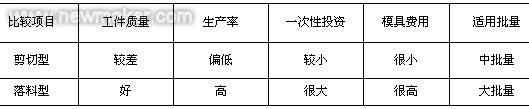
1、落料
(1)剪切型:用纵剪机和剪板机来完成。
(2)落料型:用大型压力机来完成。
比较
2、成形
(1)单面折弯型:用大型折弯机来完成。
(2)双面折弯型:用大型压力机来完成。
比较

3、孔加工
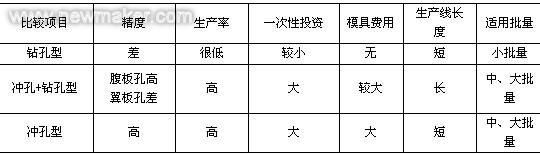
(1)平板上的孔加工
a、钻孔型:全部孔由数台摇臂钻床来完成,或由大型数控钻床来完成(可以几块板叠放一起钻)。
b、冲孔+钻孔型:主梁上的全部孔和加强梁的腹板孔由数控冲孔压力机来完成;成形后以主梁的翼板孔为准钻出加强梁的翼板孔(主梁和加强梁上孔的重合位置精度较高)。
c、冲孔型:全部孔由数控冲孔压力机来完成。
比较
(2)U形梁上的孔加工
a、钻孔型:全部孔由三面数控钻孔生产线或工件回转式单面数控钻孔生产线来完成。
b、冲孔+钻孔型:腹板孔由冲孔数控生产线来完成,翼板孔由双面钻孔数控生产线来完成(翼板孔很少)。
c、冲孔型:全部孔由几台冲孔压力机组成的数控生产线来完成。
比较
4、弯曲
a、普通型:由大型压力机来完成。
b、专用型:由专用数控弯曲机来完成,即一台固定压力机与一台可回转压力机铰接,并分别压紧腹板,通过油缸拉或推可回转压力机来完成折弯。在两台压力机上设有三对油缸对翼板进行夹紧,防止起皱。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。