1) active infrared technology

主动红外技术
1.
The paper shows a new weld metal detection system which adopts active infrared technology on the base of the study of the change of microstructure and chemical ingredient of weld in welding process.
文章通过对焊接过程中焊缝显微组织结构和化学成分变化的研究,提出了一种采用主动红外技术对焊缝形位进行检测的新系统。
2.
Through theoretical and experimental analyses, it is well known that active infrared technology can be applied in the investigation of industrial welding seams.
通过理论和实际的分析 ,得出主动红外技术能很好地应用于工业焊缝的检测 。
2) infrared technique
红外技术
1.
Investigation of a control system of thermos glass liner length by means of infrared technique;
基于红外技术的瓶胆长度控制系统研究
2.
Design of high accuracy vehicle flux monitor system based on infrared technique;
基于红外技术高精度车流检测系统设计
3.
A method to monitor the examination object diameter based on the infrared technique is showed.
文章提出了一种采用红外技术对物体直径进行检测的实现方法。
3) infrared technology
红外技术
1.
The application of infrared technology on food industry;
红外技术在食品工业中的应用
2.
Application of infrared technology on detecting the machinery parts internal defect nondestructively;
红外技术在机械零件内部缺陷无损检测中的应用
3.
Study on the Face Recognition Algorithm Based on Infrared Technology for Driver;
基于红外技术的驾驶员脸部识别研究
6) IR technology
红外技术
1.
In this paper, the constitution and principle of a real-time on-line monitoring system based on IR technology for kiln shell′s temperature is introduced.
详细介绍了基于红外技术的窑胴体温度实时在线监测系统的结构、组成及其功能原理。
补充资料:长度计量技术:主动测量
机床或其他设备加工过程中的一种自动测量﹐也称在线测量。主动测量分为加工中主动测量和加工后主动测量两种。前者是指在加工的同时测量工件的尺寸和表面粗糙度等﹐并立即按测量所得信息调整加工条件﹐以保证不断加工出合格工件﹔加工后主动测量是指紧接在加工工序完毕后﹐在(或不在)加工设备上全部或抽样测量有关几何参数﹐并立即按测量所得信息调整加工条件﹐以不断加工出合格工件。主动测量把测量和加工过程结合在一起﹐能保证工件的精度和提高生產效率﹐预防废品﹐是一种积极的测量方法﹐故也称积极测量。
简史 20世纪30年代起﹐首先在汽车和轴承製造中应用主动测量。初期使用的是单点式和三点式主动量仪﹐採用百分錶作为指示部分。40年代起﹐由於电感式长度传感器和气动量仪的发展﹐开始应用两点式主动量仪。自60年代至70年代初期﹐磨床主动测量在大量生產中得到较广泛应用。70年代以后﹐由於数字控制机床等的发展﹐出现了採用光栅﹑感应同步器等测量系统的大量程主动测量。同时﹐激光测长技术也开始在主动测量中应用。
加工中主动测量 常用於磨削和珩磨加工中﹐主要有测轴﹑测孔和配磨主动测量。
测轴主动测量有两种。图1 三点式主动量仪测轴 为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量
为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量 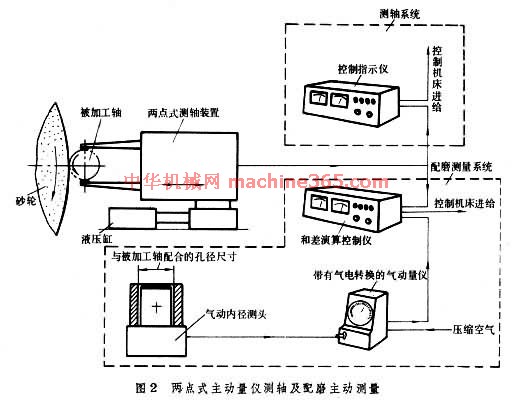 中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。
中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。
简史 20世纪30年代起﹐首先在汽车和轴承製造中应用主动测量。初期使用的是单点式和三点式主动量仪﹐採用百分錶作为指示部分。40年代起﹐由於电感式长度传感器和气动量仪的发展﹐开始应用两点式主动量仪。自60年代至70年代初期﹐磨床主动测量在大量生產中得到较广泛应用。70年代以后﹐由於数字控制机床等的发展﹐出现了採用光栅﹑感应同步器等测量系统的大量程主动测量。同时﹐激光测长技术也开始在主动测量中应用。
加工中主动测量 常用於磨削和珩磨加工中﹐主要有测轴﹑测孔和配磨主动测量。
测轴主动测量有两种。图1 三点式主动量仪测轴
为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量 中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条