|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
您的位置: 首页 -> 词典 -> 复合型固定循环指令
1) compound canned cycle code

复合型固定循环指令
2) fixed repeating instructions
固定循环指令
1.
Reading instructions in parameter form to the interpreter-model is extended according to Siemens’fixed repeating instructions’format.
本文针对三轴开放式数控系统进行了固定循环指令的扩充。
3) compound cycle instructions
复合循环指令
1.
While compound cycle instructions are applied,to use different instructions bring different cutting efficiency.
应用数控车床复合循环指令时,使用不同的指令切削效率不同。
2.
Applying compound cycle instructions of CNC lathe has improved programming efficiency,but it has poor adaptability and low efficiency for some complex parts.
数控车床复合循环指令提高了编程的效率。
4) compound fixed cycle
复合固定循环
1.
In order to grasp the application of tool radius compensation in compound fixed cycle, example of workpiece chamfering processing in FANUC-0I MATE TC CNC lathe is compared, and the error is analyzed by Shanghai Yulong CNC machining simulation software, coming to reasonable using method of tool radius compensation in the compound fixed cycle G71,G70.
为了掌握复合固定循环中刀具半径补偿的应用,在FANUC 0I MATE-TC数控系统车床上对工件的倒角加工实例进行了比较,并使用上海宇龙数控加工仿真软件对误差进行了分析,得出刀具半径补偿在G71、G70复合固定循环中合理的使用方法。
5) fixed multiple repeating function
复合固定循环功能
1.
Realization of decoding fixed multiple repeating function for lathe CNC system;
车床CNC系统复合固定循环功能的译码实现
6) loop instruction
循环指令
1.
Lastly,the program of numerical control has been compiled by loop instruction of the numerical control lathe.
以椭球形喷嘴的椭球面加工为例,首先,采用逼近圆方法,利用手工编程进行加工;其次,通过Mastercam软件自动生成数控程序;最后,利用数控车床自身循环指令简化程序,进行数控加工。
补充资料:螺纹切削循环指令分析及应用
本文分析了FANUC数控系统中螺纹切削循环指令G92和G76的含义及区别,并就各自的加工特点及其对工件加工精度所产生的影响作了阐述。文章同时给出了如何合理地选用螺纹切削循环指令的参考方案。
在FANUC数控系统中,数控车床螺纹切削循环加工有两种加工指令:G92直进式切削和G76斜进式切削。由于切削刀具进刀方式的不同,使这两种加工方法有所区别,各自的编程方法也不同,工件加工后螺纹段的加工精度也有所不同。
一、 编程指令介绍 1. G92 (1)指令格式 G92 X(U)_Z(W)_R_F_ (2)指令功能 切削锥螺纹(包含圆柱螺纹),刀具从循环起点,按图1所示的走刀路线,最后返回到循环起点。图中虚线表示按R快速移动,实线按F指定的进给速度移动。 (3)指令说明 X、Z表示螺纹终点坐标值;U、W表示螺纹终点相对循环起点的坐标分量;R表示锥螺纹始点与终点在X轴方向的坐标增量(半径值),圆柱螺纹切削循环时R为零,可省略;F表示螺纹导程。 
(4)进刀方式 在G92螺纹切削循环中,螺纹刀以直进的方式进行螺纹切削。总的螺纹切削深度(牙高)一般以常量值进行分配,螺纹刀双刃参与切削。每次的切削深度一般由编程人员在编程时给出,如图2所示。 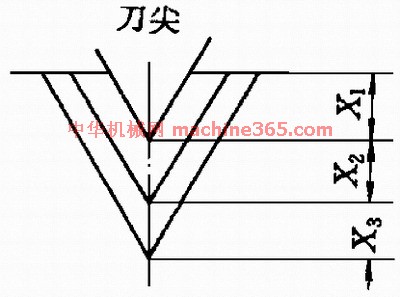
图2 直进式加工
2. G76 (1)指令格式 G76 P m r a QΔdmin Rd
G76 X(U) Z(W) Ri Pk QΔd Ff (2)指令功能 该螺纹切削循环的工艺性比较合理,编程效率较高,螺纹切削循环路线如图3所示。 (3)指令说明 m表示精加工重复次数;r表示斜向退刀量单位数(0.01~9.9f,以0.1f为一个单位,用00~99两位数字指定);a表示刀尖角度;Δdmin表示最小切削深度,当切削深度Δdn小于Δdmin,则取Δdmin作为切削深度;X表示D点的X坐标值;U表示由A点至D点的增量坐标值;Z表示D点Z坐标值;W表示由C点至D点的增量坐标值;i表示锥螺纹的半径差;k表示螺纹高度(X方向半径值);d表示精加工余量;F表示螺纹导程;Δd 表示第一次粗切深(半径值)。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|