1) cold ring rolling groove

冷辗扩模具
2) Cold rotary forging dies
冷摆辗模具
3) cold rolling
冷辗扩
1.
Abaqus is used to build 3-dimention rolling model,and the Abaqus/Explicit finite element method is used to analyze the cold rolling of step outer ring,mechanism of rolling deformation defects of step outer,the metal flow characteristic during rolling process.
基于阶梯形环件轧制理论,初步设计模具、毛坯和工艺参数,应用Abaqus软件建立轧制的三维模型,并利用Abaqus/Exp lic it显式算法对阶梯形环件轴承外圈的冷辗扩成形进行模拟分析,揭示出梯形环件轧制缺陷的成形机理和轧制过程中金属流动的特性。
2.
Taking cold rolling rings of 6304 bearings as examples,drawing-up of the cold rolling technology for rings of the deep groove ball bearings and design method of cold rolling dies are introduced.
以 6 30 4轴承套圈冷辗扩为例 ,介绍深沟球轴承套圈的冷辗扩工艺编制及其冷辗模具的设计方法。
3.
The cold rolling technology of bearing is a kind of cold forming technology by utilizing plastic deformation of metal.
在设备能力范围内,分析了冷辗扩加工的综合辗压区,综合考虑了辗压时的力能参 数与环坯变形状态,建立了轴承座圈冷辗扩加工工艺参数分析的数学模型。
4) cold ring rolling
冷辗扩
1.
Combined hourglass control in analysis of cold ring rolling process;
环件冷辗扩分析中组合沙漏控制
2.
Recent status and development of real-time measurement and online control technology in cold ring rolling;
冷辗扩过程实时测控技术的发展状况
3.
The research of section transformation rule for groove ball ring in cold ring rolling
沟球环件冷辗扩过程中截面变化规律
5) cold rolling machine
冷辗扩机
1.
This thesis is concerned with the study of PCR-80 cold rolling machine.
课题以PCR-80冷辗扩机为研究对象,对冷辗扩机辗压轴承套圈的冷辗过程进行了分析,建立了冷辗扩机主轴、芯辊、支撑轴在稳态辗压时的受力分析模型,进而提出冷辗扩机中各轴受力分析的计算方法。
6) closed type cold rolling
闭式冷辗扩
1.
Using the DEFORM software,the simulation model was established and analyzed,the feasibility and the superiority of the closed type cold rolling with pair taper ferrule were justified.
运用DEFORM软件建立仿真模型进行模拟分析,对圆锥套圈的成对闭式冷辗扩的可行性和优势进行了验证。
补充资料:锻压:辗扩
环形毛坯在辗压辊和芯辊构成的孔型中逐步扩大直径并成形﹐製成所需环形件的旋转锻造方法﹐又称扩孔或辗环。辗扩以热锻环形件为坯料﹐用以製造轴承环﹑轮箍﹑高压容器﹑缸体和衬套等较大直径的环形件﹐可达到的精度﹕外径小於500毫米的工件直径公差可在 1~2毫米之内﹔外径为1~2米的工件直径公差可在4~5毫米之内。
图 辗扩原理图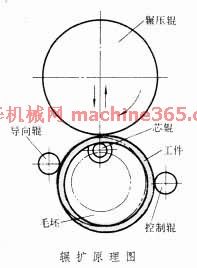 为辗扩的原理。主动旋转的辗压辊逐步压下﹐使置於芯辊上的环形毛坯直径相应扩大﹐毛坯的截面形状尺寸也随之改变﹐直至达到產品的要求。辗压机在芯辊的两侧设有导向辊和控制辊。导向辊在辗压过程中起扶持毛坯的稳定作用。控制辊在工件辗扩到预定的直径时发出信号﹐起控制尺寸的作用。辗扩成形有变形力小﹐设备轻﹐生產过程平稳和便於自动化等特点。辗扩工艺设计主要是根据坯料和產品的形状和尺寸﹐确定合理的辗扩係数 ﹐即辗扩前后环形件的直径比﹐一般取=1.3~1.7﹐形状复杂的工件取小值。
为辗扩的原理。主动旋转的辗压辊逐步压下﹐使置於芯辊上的环形毛坯直径相应扩大﹐毛坯的截面形状尺寸也随之改变﹐直至达到產品的要求。辗压机在芯辊的两侧设有导向辊和控制辊。导向辊在辗压过程中起扶持毛坯的稳定作用。控制辊在工件辗扩到预定的直径时发出信号﹐起控制尺寸的作用。辗扩成形有变形力小﹐设备轻﹐生產过程平稳和便於自动化等特点。辗扩工艺设计主要是根据坯料和產品的形状和尺寸﹐确定合理的辗扩係数 ﹐即辗扩前后环形件的直径比﹐一般取=1.3~1.7﹐形状复杂的工件取小值。
辗扩机分为倾斜式﹑卧式和多工位型 3种型式。多工位辗扩机一般设有旋转工作台﹐其上设有上料﹑辗扩和下料等工位﹐能自动完成辗扩操作。倾斜式和多工位辗扩机一般用於生產中小形的环形件。在卧式辗扩机上工件平放在辗扩工作台上进行辗扩﹐用於生產车轮轮轂﹑大齿圈﹑容器壳体和直径达数米的环形件。
图 辗扩原理图
为辗扩的原理。主动旋转的辗压辊逐步压下﹐使置於芯辊上的环形毛坯直径相应扩大﹐毛坯的截面形状尺寸也随之改变﹐直至达到產品的要求。辗压机在芯辊的两侧设有导向辊和控制辊。导向辊在辗压过程中起扶持毛坯的稳定作用。控制辊在工件辗扩到预定的直径时发出信号﹐起控制尺寸的作用。辗扩成形有变形力小﹐设备轻﹐生產过程平稳和便於自动化等特点。辗扩工艺设计主要是根据坯料和產品的形状和尺寸﹐确定合理的辗扩係数 ﹐即辗扩前后环形件的直径比﹐一般取=1.3~1.7﹐形状复杂的工件取小值。 辗扩机分为倾斜式﹑卧式和多工位型 3种型式。多工位辗扩机一般设有旋转工作台﹐其上设有上料﹑辗扩和下料等工位﹐能自动完成辗扩操作。倾斜式和多工位辗扩机一般用於生產中小形的环形件。在卧式辗扩机上工件平放在辗扩工作台上进行辗扩﹐用於生產车轮轮轂﹑大齿圈﹑容器壳体和直径达数米的环形件。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条