
一、Vericut的工作流程
Vericut是美国CGTech公司开发的一款集数控加工仿真、干涉校验、工时工况分析、代码优化等多种功能于一体的软件。该系统可以以虚拟现实的方式建立数控机床、刀具、夹具和毛坯模型,在刀位数据或NC代码的驱动下模仿金属切削加工中走刀轨迹和材料被切除的过程,使用户以直观的方式对工艺规划的合理性进行评估,对是否存在干涉进行校验,并优化走刀轨迹和NC代码。Vericut的工作流程如图1所示。
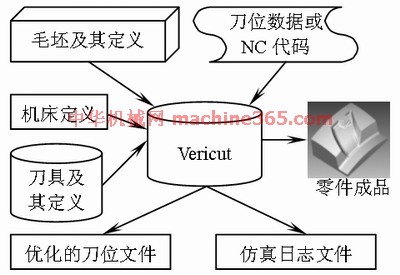
图1 Vericut的加工仿真流程
二、少齿转子的特点和编程方法
1.转子的特点
在油量计、气量计或塑料机械进给机构中,广泛使用一种螺旋齿轮。该齿轮的特点是模数较大,且属于非标准模数。若采用齿轮滚刀加工,为减小根切,必须采用特定的工艺方法才可生产出合格产品。另一方面,它的齿数较少(常为3齿或4齿),故精加工时采用铣削方法生产,其效率和精度均是可以接受的。例如,图2是一转子齿轮,它是由4齿渐开线剖面绕z轴作螺旋运动而形成的。该剖面由齿顶圆、渐开线和摆线连接而成,其外形如图2所示。齿轮参数列于表1,齿面粗糙度Ra为1.6。
表1 转子齿轮参数

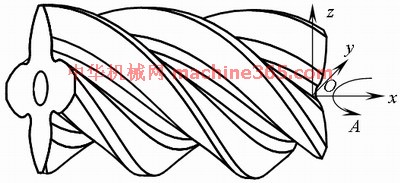
图2 转子齿轮
2.转子的NC编程方法
由转子的形成过程可知,该工件应采用四轴加工:工件沿z轴负方向作匀速进给,同时绕z轴作匀速旋转运动,这样刀具在空间切削出一条螺旋线;每完成一个切削行程,工件快速复位,然后刀具在xOy平面上作渐开线插补运动(x、y联动),再进行第二个行程。反复执行该过程,直到整个齿面铣削完毕。这实质上仍是展成法加工。
转子NC编程时的已知条件为:(1)转子端面轮廓线。设计者通常把该轮廓离散为上千个数据点给NC编程者。(2)转子的齿数、模数、压力角、螺旋角、导程等参数。编程的具体方法如下:
(1)将端面轮廓点拟合成为光滑曲线,如图3a 所示。
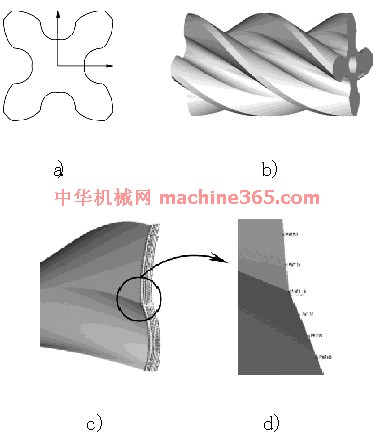
图3 转子数据处理与建模
(2)建立转子的三维模型,如图3b所示。建模方法有很多,可在Pro/ENGINEER、AlphaCAM等平台上建立。建模时,轮廓线上任一点P(xi, yi)处的螺旋导动线方程为(坐标系参见