1) ECM

电解加工系统
1.
Development of ECM system for machining round corner for intersecting lines of holes in polymer-injecting pump;
注聚泵泵体内孔相贯线倒圆电解加工系统
3) ECM
电解加工
1.
Recent Advances of PECM(Pulse ECM) in the Precision/Micro Machining Areas;
脉冲电解加工技术在精微加工领域中的新发展
2.
Research on the Superposed Magnetic Field ECM of Square Hole;
叠加磁场方孔电解加工试验研究
3.
Design of ECM machine tool control system software based on LabVIEW/Flexmotion;
基于LabVIEW/Flexmotion电解加工机床控制系统软件的设计
4) electrochemical machining
电解加工
1.
Measure and control of interelectrode gap of electrochemical machining based on force signal and fuzzy control;
基于力信号和智能控制的电解加工间隙检测与控制
2.
Numerical controlled electrochemical machining cowled integral impeller tunnels;
带冠整体叶轮叶间通道的数控电解加工方法
3.
Aided Cathode Design in Electrochemical Machining;
电解加工的辅助阴极设计
5) electrochemical machining(ECM)
电解加工
1.
To solve design difficulty of flow field of complex object of electrochemical machining(ECM),the magnetic circuit is installed in the ECM equipment.
针对复杂型面电解加工流场设计难的问题,根据磁场和电场相互作用的原理,在电解加工装置中安置磁路,使磁场作用于作为导电介质和反应介质电解加工间隙中的流体,影响间隙中离子的分布,进而影响流场,以简化流场设计。
2.
In order to study the processing effect of different flow field configuration in electro-chemical machining for micro-spiral hole,a technique for machining spiral holes using the electrochemical machining(ECM) method was presented.
为了研究微细螺旋孔电解加工中不同流场构型对加工效果的影响,首先介绍了一种微细螺旋孔电解加工(ECM)用工具电极的制作工艺方法;然后,通过改变电极绝缘层厚度构造不同的螺旋孔电解加工流场构型,并对其进行了数值分析;最后,通过电解加工实验对分析结果进行了验证。
6) electrolytic machining
电解加工
1.
New manufacturing method for forging die of engine valve based on the group technology and high-frequency narrow-pulse current electrolytic machining;
基于成组技术与高频脉冲电解加工的气门锻模制造新方法
2.
To cooperation with the study profile rule and evaluate a new technique,we investigate and discussed the testing means for electrolytic machining.
为了配合电解加工成形规律的研究和新技术的开发,对电解加工测试手段及研究方法进行了调研。
3.
Electrolytic micromachining possesses many special advantages and materials are removed through ions transferring based on the anodic dissolution mechanism during electrolytic machining.
基于微细电解加工的特点 ,研制了一套高频、窄脉宽脉冲电源。
补充资料:特种加工:电解加工
利用金属在电解液中产生电化学阳极溶解的原理对工件进行成形加工的特种加工﹐又称电化学加工﹐英文简称 ECM。电解加工于20世纪50年代中期在苏联和美国开始应用。日本于60年代初期发明的混入一定量压缩空气的混气电解加工﹐提高了加工精度。
加工原理 图 电解加工原理图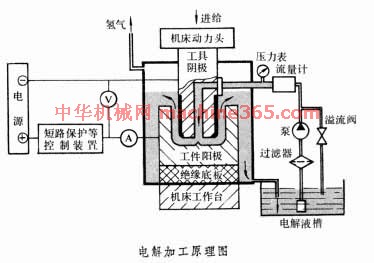 为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。
为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。
电解液的成分主要取决于工件材料和加工要求﹐氯化钠(NaCl)和硝酸钠(NaNO3)水溶液使用较为普遍﹐某些场合也使用氯酸钠(NaClO3)水溶液。对不锈钢﹑钛合金等工件材料﹐为了防止电蚀和改善表面质量﹐可使用两种或多种成分混合的电解液。混气电解加工是在电解液中混入一定量的压缩空气﹐使加工区域内电解液的流场分布更为均匀﹐加工间隙趋向一致﹐从而提高加工精度。
特点和应用 电解加工的特点是﹕①能以简单的进给运动一次加工出复杂的型腔或型面。②可加工高硬度﹑高强度和高韧性的难加工金属材料(如淬火钢﹑高温合金和钛合金等)。③工具电极不损耗。④产生的热量被电解液带走﹐工件基本上没有温升﹐适合于加工热敏性材料的零件。⑤加工中无机械切削力﹐加工后零件表面无残余应力﹐无毛刺。⑥表面粗糙度可达R 1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。
1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。
加工原理 图 电解加工原理图
为电解加工的基本原理。工件接直流电源的正极﹐为阳极。按所需形状制成的工具接直流电源的负极﹐为阴极。电解液从两极间隙 (0.1~0.8毫米)中高速(5~60米/秒)流过。当工具阴极向工件进给并保持一定间隙时即产生电化学反应﹐在相对于阴极的工件表面上﹐金属材料按对应于工具阴极型面的形状不断地被溶解到电解液中﹐电解产物被高速电解液流带走﹐于是在工件的相应表面上就加工出与阴极型面相对应的形状。直流电源应具有稳定而可调的电压(6~24伏)和高的电流容量(有的高达4×104安)。 电解液的成分主要取决于工件材料和加工要求﹐氯化钠(NaCl)和硝酸钠(NaNO3)水溶液使用较为普遍﹐某些场合也使用氯酸钠(NaClO3)水溶液。对不锈钢﹑钛合金等工件材料﹐为了防止电蚀和改善表面质量﹐可使用两种或多种成分混合的电解液。混气电解加工是在电解液中混入一定量的压缩空气﹐使加工区域内电解液的流场分布更为均匀﹐加工间隙趋向一致﹐从而提高加工精度。
特点和应用 电解加工的特点是﹕①能以简单的进给运动一次加工出复杂的型腔或型面。②可加工高硬度﹑高强度和高韧性的难加工金属材料(如淬火钢﹑高温合金和钛合金等)。③工具电极不损耗。④产生的热量被电解液带走﹐工件基本上没有温升﹐适合于加工热敏性材料的零件。⑤加工中无机械切削力﹐加工后零件表面无残余应力﹐无毛刺。⑥表面粗糙度可达R
1.25~0.16微米﹔加工精度﹕型孔或套料为±0.03~±0.05毫米﹐模锻型腔为±0.05~±0.20毫米﹔透平叶片型面为0.18~0.25毫米。电解加工存在的问题是加工间隙受许多参数的影响﹐不易严格控制﹐因而加工精度较低﹐稳定性差﹐并难以加工尖角和窄缝。此外﹐设备投资较大﹐电极制造以及电解产物的处理和回收都较困难等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条