|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) punching die

冲裁模具
1.
To meet the design requirement of die,it needs to master the technique of structural design and conduct mechanical analysis when de- signing punching die of oblique die.
要设计的模具满足要求,就需要斜孔冲裁模具设计时,既要掌握结构设计技巧又要进行力学分析。
2) blanking die
冲裁模具
1.
In the blanking of thin material, blanking dies without clearance are usually chosen.
在了解聚氨酯橡胶冲裁的过程和聚氨酯橡胶冲裁的工艺性的基础上,必须掌握聚氨酯橡胶冲裁模具主要零件的设计要领。
2.
Development and Application of Blanking Die CAD System Based on Web Technology;
探讨在网络环境下以Web技术为基础的机械产品设计协同求解原理与实施技术,并以冲裁模具设计为对象,研究网络环境下协同设计冲裁模CAD系统。
3) cold punching die
冷冲裁模具
1.
This arcticle presents the base for increasing the working life of the cold punching die by choosing reasonable die parameters.
阐述了合理选择模具设计参数是提高冷冲裁模具使用寿命的基础 ,介绍了冷冲裁模具重要设计参数的确定方
4) Large cold punching die
大型冷冲裁模具
5) punching die of electric machine
电机冲裁模具
1.
In the light of the design problem of punching die of electric machine, the design idea of interacting generation system of CAD for the punching die of the electric machine is set forth.
针对电机冲裁模具的设计问题,提出了电机冲裁模具CAD交互式生成系统的设计思想、方案及其实现方法。
6) the choice of the hurtling tool cleft
冲裁模具间隙选择
1.
The most creative one in the article has put forward a kind of way and method for the choice of the hurtling tool cleft.
方法是基于模糊理论,建立了冲裁模具间隙选择的模糊综合评判数学模型,并以冲裁模具间隙选择为例,进行计算说明这种方法的有效性和简便性,创新点是为冲裁模具间隙有效选择提供一种思路与方法。
补充资料:冲裁模具的主要零部件
一、冲模的主要零部件可分为工艺构件和辅助构件两部分。 一般冲裁模由以上6个部分组成,但不是所有的冲裁模必须具备这6个部分。冲裁
模的结构多种多样,有些模具比这个模具结构复杂,有些模其结构却十分简单,这要决
定于冲裁工件的要求、生产批量的大小、制模条件等因素。
此主题相关图片如下:

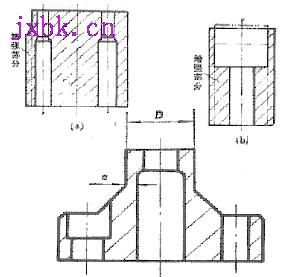
二、凸模:结构形式主要根据冲裁件的形状和尺寸来定的。
1、 圆形凸模
<1>标准式:分AB两种形式。
其中B型适合于冲裁8-30mm的孔径。
A型适合于冲1-20mm的孔径。
要保证凸模的刚性及强度,增加过渡段及采用滑过渡。
<2>护套式:凸模结构,用于冲小孔(孔径与料厚较接近)
<3>大型落料凸模。采用凹座螺钉紧固、或镶配式。
工作部分用模具钢,非工作部分用一般钢,节省材料,端部做成凹形,减少与工作的接触面积、防止由于端部不平造成成对板料的不平衡冲击。侧边做成凹型,防止增加凸模与凹模及工作的磨擦力。
2、 非圆形凸模:对于复杂冲裁件。
其中装配部分做成圆形或方形,以方便装配,工作部分由冲裁件决定开头如果采用线切割,则安装部分开头与工作部分一样。
3、 凸模的固定方法
<1>用凸模固定板,紧配合形式,装好一般要磨平。
<2>与上模板直接用螺钉连接,适用于大型凸模。
<3>可更换的固定形式:铿于易磨损和损坏的凸模
<4>低熔点合金及防氧树腊浇注固定方法。
利用低熔点合金冷却膨胀的特性,但连接浓度不高。防氧权腊对金属表面的粘附力,但抚冲溶度低。
4. 凸模的长度
L=h1+h2+h3+(10~20)mm
其中
h1--导尺厚度
h2--卸料板厚度
h3 --凸模固下板厚度
10~20mm--包括凸模伸进凹模的涂度,修磨量及模具在闭合状态下卸料板到凸模固定板之间的距离。
此主题相关图片如下:
一般冲裁模由以上6个部分组成,但不是所有的冲裁模必须具备这6个部分。冲裁
模的结构多种多样,有些模具比这个模具结构复杂,有些模其结构却十分简单,这要决
定于冲裁工件的要求、生产批量的大小、制模条件等因素。
二、凸模:结构形式主要根据冲裁件的形状和尺寸来定的。
1、 圆形凸模
<1>标准式:分AB两种形式。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|