1) punch in two directions

两向冲压
2) Stamping direction
冲压方向
1.
Optimization of stamping direction based on genetic algorithms for automobile panels;
基于遗传算法的汽车覆盖件冲压方向优化设计
2.
Optimization of the stamping direction for auto body panels;
汽车大型覆盖件冲压方向的优化设计
3.
Mesh-based automatic algorithm of stamping direction for auto-panels
基于网格的汽车覆盖件冲压方向自动生成算法
3) side stamping
侧向冲压
5) bidirectional stamping
双向冲压
1.
A bidirectional stamping die was developed in which upper and lower punches act face to face,and two-half die mechanism with core-pulling is adopted.
分析了某水管的内凹成形工艺,针对其工艺特点设计了双向冲压成形模,该模具采用上下对冲凸模和带抽芯两瓣式凹模结构,采用双向成形、气动抽芯、滑块导向等方法成形对称内凹部位,成形效率高,产品对称度和尺寸精度好,模具磨损小、寿命长,取得了良好的使用效果。
6) bump-prone property
冲击地压倾向性
补充资料:板料冲压性能及测试--厚向异性系数
厚向异性系数r(也叫塑性应变比r,简称r值)是评定板料压缩类成形性能的一个重要参数。r值是板料试件单向拉伸试验中宽度应变εb与厚度应变εt之比,即
r=εb/εt
板料r值的大小,反映板平面方向与厚度方向应变能力的差异。r=1时,为各向同性;r≠1时,为各向异性。当r>1,说明板平面方向较厚度方向更容易变形,或者说板料不易变薄。r值与板料中晶粒的择优取向有关,本质上是属于板料各向异性的一个量度。
r值与冲压成形性能有密切的关系,尤其是与拉深成形性能直接相关。板料的r值大,拉深成形时,有利于凸缘的切向收缩变形和提高拉深件底部的承载能力。图1示出拉深时的应力状态,对照各向异性板料的屈服椭圆(图2)知;拉深件凸缘的应力状态类似于屈服椭圆第二象限区的情况,而底部的应力状态则类似于第一象限区的情况。r值增加,会同时使底部的强度增加和凸缘的变形抗力减小,这对拉深是非常有利的。大型覆盖件成形,基本上是一咱拉深与胀形相结合的复合成形,当拉深变形的成分占主导地位时,板材r值大,成形性能好。
板平面中最主要的三个方向是与轧制方向呈0°、45°和90°,相应地用r0、r45和r90表示。由于不同方向上测得的数值是变化的(图3),板料的厚向异性系数常用平均值r表示。

板平面内各向异性的差别用△r表示。
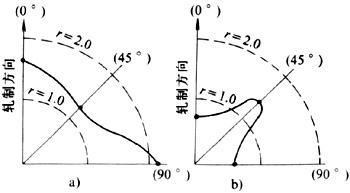
图1 拉深时的应力状态


图3 r值在板平面内的变化
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条