1) Active Maintenance

主动维护
1.
Active Maintenance and Malfunction Remove of CNC Machine Tool;
数控机床的主动维护及故障排除
2.
Through an approach to the content and manner of active maintenance for the hydraulic system in port machinery, and by researching on its pollution controlling and the reasonable replaced period of the hydraulic oil, this paper puts forth a criteria and measure to the active maintenance of hydraulic system of port machinery.
对港口机械液压系统主动维护的内容与方式进行探索与实践 ,通过对港机液压系统污染度控制及液压油合理更换周期的研究 ,提出对港机液压系统实施主动维护的方法和标准。
2) proactive maintenance
主动维护
1.
Setting objective cleanliness is a principal problem in the proactive maintenance of hydraulics.
液压系统主动维护的首要问题为系统设定目标清洁度,最佳的目标清洁度应在系统的工作可靠性和维护成本之间取得平衡。
2.
The concept of the proactive maintenance was discussed.
论述了主动维护技术的概念 ,与其它维修策略的区别及主动维护的实施步骤 。
3) Positive maintenance
主动性维护
4) initiative preventative maintenance
主动预防性维护
1.
Study on initiative preventative maintenance to hydraulic and lubricating system;
液压和润滑系统主动预防性维护的研究
5) initiative maintenance technique
主动维护策略
1.
This paper introduced normal source of hydraulic fault,how to choose filter facility to get desired oil cleanliness, some knowledge of monitor and maintenance of hydraulic system,initiative maintenance technique of hydraulic system in CSP plant of HG Groups,and it take out commendably effect in some applications.
介绍了常见液压故障的来源,目标清洁度的确定及过虑装置的选择,液压系统的状态监控与维护,邯钢CSP液压系统的主动维护策略,以及在生产实际中的应用和取得的效果。
6) independence maintenance
自主维护
1.
For the purpose of improving the maintenance management level in corporations in China and with reference to the total productive maintenance in Japan, this paper mainly discusses the contents, functions, and procedures of independence maintenance, employees training and the procedure of maintenance management.
从我国工业企业迫切需要提高维护管理水平出发,以日本全员生产维护为指导,着重论述了自主维护的内容、作用和步骤及人员培训、维护管理业务流程,以指导我国企业采用全员生产维护这种可行的、有效的维护管理模式进行自主维护,提高企业维护管理水平,增强企业在全球竞争的市场环境下的竞争力和生存能力。
补充资料:长度计量技术:主动测量
机床或其他设备加工过程中的一种自动测量﹐也称在线测量。主动测量分为加工中主动测量和加工后主动测量两种。前者是指在加工的同时测量工件的尺寸和表面粗糙度等﹐并立即按测量所得信息调整加工条件﹐以保证不断加工出合格工件﹔加工后主动测量是指紧接在加工工序完毕后﹐在(或不在)加工设备上全部或抽样测量有关几何参数﹐并立即按测量所得信息调整加工条件﹐以不断加工出合格工件。主动测量把测量和加工过程结合在一起﹐能保证工件的精度和提高生產效率﹐预防废品﹐是一种积极的测量方法﹐故也称积极测量。
简史 20世纪30年代起﹐首先在汽车和轴承製造中应用主动测量。初期使用的是单点式和三点式主动量仪﹐採用百分錶作为指示部分。40年代起﹐由於电感式长度传感器和气动量仪的发展﹐开始应用两点式主动量仪。自60年代至70年代初期﹐磨床主动测量在大量生產中得到较广泛应用。70年代以后﹐由於数字控制机床等的发展﹐出现了採用光栅﹑感应同步器等测量系统的大量程主动测量。同时﹐激光测长技术也开始在主动测量中应用。
加工中主动测量 常用於磨削和珩磨加工中﹐主要有测轴﹑测孔和配磨主动测量。
测轴主动测量有两种。图1 三点式主动量仪测轴 为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量
为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量 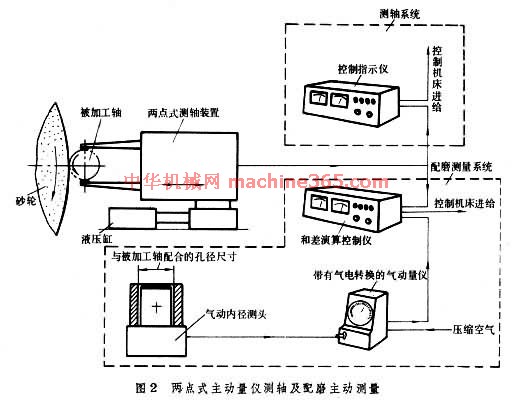 中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。
中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。
简史 20世纪30年代起﹐首先在汽车和轴承製造中应用主动测量。初期使用的是单点式和三点式主动量仪﹐採用百分錶作为指示部分。40年代起﹐由於电感式长度传感器和气动量仪的发展﹐开始应用两点式主动量仪。自60年代至70年代初期﹐磨床主动测量在大量生產中得到较广泛应用。70年代以后﹐由於数字控制机床等的发展﹐出现了採用光栅﹑感应同步器等测量系统的大量程主动测量。同时﹐激光测长技术也开始在主动测量中应用。
加工中主动测量 常用於磨削和珩磨加工中﹐主要有测轴﹑测孔和配磨主动测量。
测轴主动测量有两种。图1 三点式主动量仪测轴
为利用三点式主动量仪测轴﹐常用於普通外圆磨床上。测量时﹐用手把悬掛在外圆磨床砂轮罩上的三点式主动量仪的测量卡规卡在工件上﹐工件在磨削过程中的尺寸变化通过中继测杆由长度传感器转换为电信号﹐操作者根据指示表(图 三点式主动量仪测轴 中未表示)所示量值控制进给量(见切削用量)﹐直至达到预定尺寸。图2 两点式主动量仪测轴及配磨主动测量 中测轴部分为两点式主动测量的工作原理。测量装置由液压系统或伺服电机操纵自动进入测量位置﹐把磨削过程中工件尺寸变化通过安装在其中的长度传感器转换为电信号﹐输入控制指示仪控制进给量直至达到预定尺寸﹐并控制测量装置自动退出测量位置。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条