1) direct driving friction welding

连续驱动摩擦焊
1.
This paper discussed direct driving friction welding process of the wheel(K24)and shaft(1Cr11Ni2W2MoVA) of low pressure turbine shaft,and mainly analyzed the questions,such as designing welding joint,fixture and process parameters,etc.
论述了低压涡轮轴的叶轮(K24)与轴(1Cr11Ni2W2MoVA)的连续驱动摩擦焊工艺,分析了焊接接头结构的设计、夹具的分布、工艺参数选择等方面的问题,并对异种材料的摩擦焊工艺优化提出了建议。
2) Continuous drive friction welding
连续驱动摩擦焊接
3) Friction Drive
摩擦驱动
1.
According to the shock characteristics between composite ultrasonic linear vibrator and guide slide surface,this paper proposed an impulse analysis model for calculating the friction drive force and friction transfer efficiency of ultrasonic motor.
针对复合材料超声直线电机振动体与导轨表面间存在冲击作用的特点,提出一种冲量分析模型计算电机的摩擦驱动力和摩擦转换效率。
5) booster multi-drive
线摩擦驱动
1.
Work principle of the booster multi-drive and the tension change law of the load belt are analysed;According to the characteristic of this technology,its applicability is introduced,then its use effect is proved by the example.
分析了线摩擦驱动技术的工作原理及承载输送带张力的变化规律;根据线摩擦驱动技术的特点,介绍了其适用性,并用实例说明了线摩擦驱动技术的使用效果。
2.
By contrasting four reconstructive projects and considering the locale condition of the conveyor,the booster multi-drive is adopted for the way to increase the capacity of the power belt.
通过4种方案的比较,综合考虑现场实际情况,确定采用线摩擦驱动装置作为强力带式输送机增大运量改造的方法,并结合具体应用实例,介绍了线摩擦驱动装置的原理、设计方法,最后分析了改造后的使用效果。
6) friction driving roller
摩擦驱动轮
1.
This article discusses about how to fix the position of rolling stock wheelsets onto the underfloor wheel lathe and analyses the positioning principles and characteristics of the friction driving rollers based on the underfloor wheel lathe manufactured by SCULFORT.
结合法国SCULFORT公司生产的数控不落轮机床,就机车车辆轮对在不落轮机床上的定位方法展开论述,分析其摩擦驱动轮的定位原理及其特点,并结合其它不落轮机床的定位结构形式进行了综合比较。
补充资料:焊接:摩擦焊
利用工件端面相互摩擦產生的热量使之达到塑性状态﹐然后顶锻完成焊接的方法。车削工件时切屑往往牢牢地黏在刀头上﹐轴与轴瓦之间润滑不良时也会產生局部焊合﹐摩擦焊就是从这些现象出发而发明的。摩擦焊可分为连续驱动摩擦焊和惯性摩擦焊两种。①连续驱动摩擦焊﹕由电动机带动一个工件旋转﹐同时把另一工件压向旋转工件﹐使其接触面相互摩擦產生热量和一定塑性变形﹐然后停止旋转﹐同时施加顶锻压力完成焊接(图1 连续驱动摩擦焊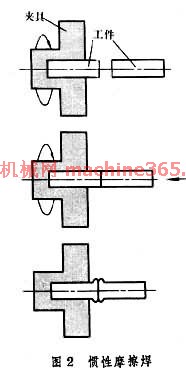 )。焊接质量与转速﹑摩擦时间﹑摩擦压力﹑顶锻压力和工件顶锻变形量有关。②惯性摩擦焊﹕由电动机驱动飞轮达到要求的转速﹐然后把一个工件压向夹持在飞轮轴上的转动工件﹐工件间的摩擦阻力使飞轮减速﹐并将飞轮的动能转换成焊接所需的热能(图2 惯性摩擦焊
)。焊接质量与转速﹑摩擦时间﹑摩擦压力﹑顶锻压力和工件顶锻变形量有关。②惯性摩擦焊﹕由电动机驱动飞轮达到要求的转速﹐然后把一个工件压向夹持在飞轮轴上的转动工件﹐工件间的摩擦阻力使飞轮减速﹐并将飞轮的动能转换成焊接所需的热能(图2 惯性摩擦焊 )。焊接质量与飞轮惯性矩﹑转速和顶锻力有关。摩擦焊所用的摩擦焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上﹑下料装置﹑去飞边装置和参数自动监控系统。摩擦焊适合於焊接杆件和管件﹐工艺简单﹑质量好﹐劳动条件好﹐生產率高﹐耗电量少﹐易於机械化和自动化。摩擦焊在工厂生產线上广泛用於发动机燃烧室﹑排气阀﹑轴﹑轴套﹑杆件﹑管子与法兰﹑石油钻杆和钻芯的连接和变截面杆件的连接。接头焊后不会產生金属间化合物。摩擦焊也常用於异种金属焊接﹐如铝与铜﹑钢﹑镍﹑镁合金﹔铜与钢﹑银等。摩擦焊在铝-铜导线过渡接头的焊接方面应用尤广。惯性摩擦焊也可焊接直径为 100毫米的棒材或截面积为60厘米2的管件。
)。焊接质量与飞轮惯性矩﹑转速和顶锻力有关。摩擦焊所用的摩擦焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上﹑下料装置﹑去飞边装置和参数自动监控系统。摩擦焊适合於焊接杆件和管件﹐工艺简单﹑质量好﹐劳动条件好﹐生產率高﹐耗电量少﹐易於机械化和自动化。摩擦焊在工厂生產线上广泛用於发动机燃烧室﹑排气阀﹑轴﹑轴套﹑杆件﹑管子与法兰﹑石油钻杆和钻芯的连接和变截面杆件的连接。接头焊后不会產生金属间化合物。摩擦焊也常用於异种金属焊接﹐如铝与铜﹑钢﹑镍﹑镁合金﹔铜与钢﹑银等。摩擦焊在铝-铜导线过渡接头的焊接方面应用尤广。惯性摩擦焊也可焊接直径为 100毫米的棒材或截面积为60厘米2的管件。
)。焊接质量与转速﹑摩擦时间﹑摩擦压力﹑顶锻压力和工件顶锻变形量有关。②惯性摩擦焊﹕由电动机驱动飞轮达到要求的转速﹐然后把一个工件压向夹持在飞轮轴上的转动工件﹐工件间的摩擦阻力使飞轮减速﹐并将飞轮的动能转换成焊接所需的热能(图2 惯性摩擦焊 )。焊接质量与飞轮惯性矩﹑转速和顶锻力有关。摩擦焊所用的摩擦焊机包括驱动系统(惯性摩擦焊机还包括飞轮)和加压装置。全自动焊机还有上﹑下料装置﹑去飞边装置和参数自动监控系统。摩擦焊适合於焊接杆件和管件﹐工艺简单﹑质量好﹐劳动条件好﹐生產率高﹐耗电量少﹐易於机械化和自动化。摩擦焊在工厂生產线上广泛用於发动机燃烧室﹑排气阀﹑轴﹑轴套﹑杆件﹑管子与法兰﹑石油钻杆和钻芯的连接和变截面杆件的连接。接头焊后不会產生金属间化合物。摩擦焊也常用於异种金属焊接﹐如铝与铜﹑钢﹑镍﹑镁合金﹔铜与钢﹑银等。摩擦焊在铝-铜导线过渡接头的焊接方面应用尤广。惯性摩擦焊也可焊接直径为 100毫米的棒材或截面积为60厘米2的管件。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条