|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) mill
[英][mɪl] [美][mɪl]

套铣
1.
For removal and change of casing in oil layer section, the cementing quality can not be ensured,the oil layer protection technique is not perfect,the mill efficiency is low,and the air bleeder treatment technique is not qualified.
针对油层部位取换套施工中存在的固井质量难以保证、油层保护技术不完善、套铣效率低以及放气管处理技术不过关等问题开展攻关,形成了配套的油层部位取换套技术。
2) casing milling
套铣
1.
Risk analysis and measurements optimization for two casing milling modes of permanent packer in deep deviated well;
深斜井永久式封隔器两种套铣方式风险分析与优化措施
3) washover
套铣
1.
8mm casing was analyzed, the measures including washovering and fishing were put forward, the trouble was successfully relea sed.
决定采用套铣打捞方案处理事故,较顺利地打捞出全部被固住的88。
4) tube mill bit
套铣头
1.
On the basis of research for alloy W and many experiment in well site, we select a new type of alloy W, and make the structure of mill - tool better, get a set of high efficient mill - tool, they are flat - base milling bit, concave - base milling bit, cone mill bit, tube mill bit and multiple cone mill bit.
通过对金属钨合金材料的研究和大量现场实验,选择了一种新型钨合金材料,对磨铣工具结构进行了优化设计,形成了高效平底磨鞋、高效凹底磨鞋、高效铣锥、高效套铣头、高效复合铣锥等系列高效磨铣工具。
5) milling bit
套铣钻头
1.
The milling bit rotates during the bit drilling cement plug and the milling head cuts the edge of the plug to form cement column.
新型套铣钻头在钻塞时钻头旋转,使套铣头旋入灰塞边缘后形成灰柱,单向铣牙做圆周运动切削灰柱,实现钻塞。
6) washover pipe
套铣管
1.
Then sticking pipes were casing-milled with the different specification washover pipe.
在卡钻事故处理过程中,采用测卡、爆炸松扣技术取出上部钻具后,应用了不同规格的套铣管对被卡钻具进行套铣,采用间歇式套铣方式实现了大斜度井段(45°-90°)的安全套铣,采用短套铣管完成了时水平井段内φ215。
补充资料:Vericut在少齿转子四轴精铣加工仿真中的应用
一、Vericut的工作流程 Vericut是美国CGTech公司开发的一款集数控加工仿真、干涉校验、工时工况分析、代码优化等多种功能于一体的软件。该系统可以以虚拟现实的方式建立数控机床、刀具、夹具和毛坯模型,在刀位数据或NC代码的驱动下模仿金属切削加工中走刀轨迹和材料被切除的过程,使用户以直观的方式对工艺规划的合理性进行评估,对是否存在干涉进行校验,并优化走刀轨迹和NC代码。Vericut的工作流程如图1所示。 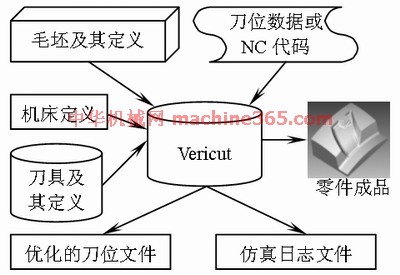
图1 Vericut的加工仿真流程 二、少齿转子的特点和编程方法 1.转子的特点 在油量计、气量计或塑料机械进给机构中,广泛使用一种螺旋齿轮。该齿轮的特点是模数较大,且属于非标准模数。若采用齿轮滚刀加工,为减小根切,必须采用特定的工艺方法才可生产出合格产品。另一方面,它的齿数较少(常为3齿或4齿),故精加工时采用铣削方法生产,其效率和精度均是可以接受的。例如,图2是一转子齿轮,它是由4齿渐开线剖面绕z轴作螺旋运动而形成的。该剖面由齿顶圆、渐开线和摆线连接而成,其外形如图2所示。齿轮参数列于表1,齿面粗糙度Ra为1.6。 表1 转子齿轮参数 
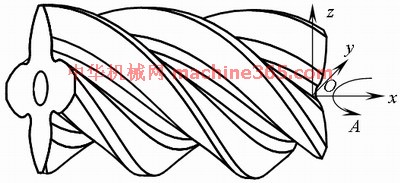
图2 转子齿轮 2.转子的NC编程方法 由转子的形成过程可知,该工件应采用四轴加工:工件沿z轴负方向作匀速进给,同时绕z轴作匀速旋转运动,这样刀具在空间切削出一条螺旋线;每完成一个切削行程,工件快速复位,然后刀具在xOy平面上作渐开线插补运动(x、y联动),再进行第二个行程。反复执行该过程,直到整个齿面铣削完毕。这实质上仍是展成法加工。 转子NC编程时的已知条件为:(1)转子端面轮廓线。设计者通常把该轮廓离散为上千个数据点给NC编程者。(2)转子的齿数、模数、压力角、螺旋角、导程等参数。编程的具体方法如下: (1)将端面轮廓点拟合成为光滑曲线,如图3a 所示。
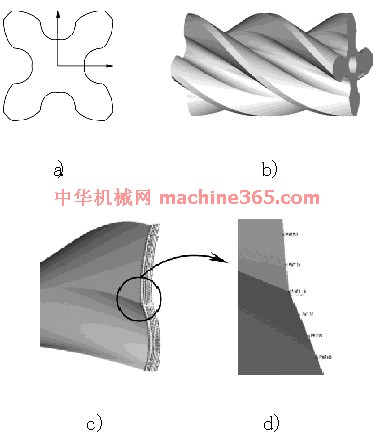
图3 转子数据处理与建模 (2)建立转子的三维模型,如图3b所示。建模方法有很多,可在Pro/ENGINEER、AlphaCAM等平台上建立。建模时,轮廓线上任一点P(xi, yi)处的螺旋导动线方程为(坐标系参见
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|