2) hob with arc end

圆弧头滚刀
3) Hob with arc protrusion
圆弧头突起滚刀
4) full radius hob
整圆弧齿轮滚刀
5) double circular-arc gear hob
双圆弧齿轮滚刀
1.
Thereby,the precise design of double circular-arc gear hob is of particularly importance.
双圆弧齿轮滚刀作为切削加工过程中的直接生产工具,其性能直接影响切削加工的效率,进而影响双圆弧齿轮的表面质量和精度,因此双圆弧齿轮滚刀的精确设计就显得尤为重要。
补充资料:传动:圆弧齿轮传动
齿廓为圆弧形的点嚙合齿轮传动。通常有两种嚙合形式﹕小齿轮为凸圆弧齿廓﹐大齿轮为凹圆弧齿廓﹐称单圆弧齿轮传动﹔大﹑小齿轮在各自的节圆以外部分都做成凸圆弧齿廓﹐在节圆以内的部分都做成凹圆弧齿廓﹐称双圆弧齿轮传动(图1 圆弧齿轮嚙合的两种形式 )。

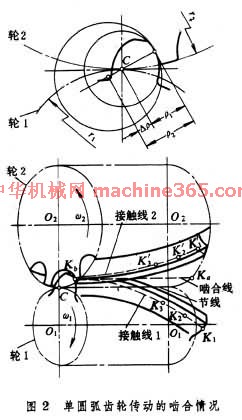
单圆弧齿轮传动 小齿轮的凸齿工作齿廓在节圆以外﹐齿廓圆心在节圆上﹔大齿轮的凹齿工作齿廓在节圆内﹐齿廓圆心略偏於节圆以外(图2 单圆弧齿轮传动的嚙合情况 )。由於大齿轮的齿廓圆弧半径p2 略大於小齿轮的齿廓半径p1﹐故当两齿廓转到K 点﹐其公法线通过节点c时﹐齿便接触﹐旋即分离﹐但与它相邻的另一端面的齿廓随即接触﹐即两轮齿K1﹑K'1﹐K2﹑K'2﹑K3﹑K'3 ……各点依次沿嚙合线接触。因此﹐圆弧齿轮任一端面上凹﹑凸齿廓仅作瞬时嚙合。一对新圆弧齿轮在理论上是瞬时点嚙合﹐故圆弧齿轮传动又常称为圆弧点嚙合齿轮传动。轮齿经过磨合后﹐实际上齿廓能沿齿高有相当长的一段线接触。圆弧齿轮传动的特点是﹕(1)综合曲率半径比渐开线齿轮传动大很多﹐其接触强度比渐开线齿轮传动约高0.5~1.5倍﹔(2)两轮齿沿嚙合线方向的滚动速度很大﹐齿面间易於形成油膜﹐传动效率较高﹐一般可达0.99~0.995﹔(3)圆弧齿轮沿齿高方向磨损均匀﹐且容易跑合﹔(4)圆弧齿轮无根切现象﹐故最小齿数可以少。但圆弧齿轮对中心距﹑切齿深度和螺旋角的误差敏感性很大﹐这三项误差对承载能力影响较大﹐故圆弧齿轮对製造和安装精度要求较高。此外﹐单圆弧齿轮轮齿弯曲强度较弱﹔切削同一模数的大﹑小齿轮﹐需用两把不同的滚刀。
双圆弧齿轮传动 工作时﹐从一个端面看﹐先是主动轮齿的凹部推动从动轮齿的凸部﹐离开后﹐再以它的凸部推动对方的凹部(图3 双圆弧齿轮传动的嚙合情况 )﹐故双圆弧齿轮传动在理论上同时有两个接触点﹐经跑合后﹐这种传动实际上有两条接触线﹐因此可以实现多对齿和多点嚙合。此外﹐由於其齿根厚度较大﹐双圆弧齿轮传动不仅承载能力比单圆弧齿轮传动约高30%以上﹐而且传动较平稳﹐振动和噪声较小﹐并且可用同一把滚刀加工相配对的两个齿轮。因此﹐高速重载时﹐双圆弧齿轮传动有取代单圆弧齿轮传动的趋向。
单圆弧齿轮传动 小齿轮的凸齿工作齿廓在节圆以外﹐齿廓圆心在节圆上﹔大齿轮的凹齿工作齿廓在节圆内﹐齿廓圆心略偏於节圆以外(图2 单圆弧齿轮传动的嚙合情况 )。由於大齿轮的齿廓圆弧半径p2 略大於小齿轮的齿廓半径p1﹐故当两齿廓转到K 点﹐其公法线通过节点c时﹐齿便接触﹐旋即分离﹐但与它相邻的另一端面的齿廓随即接触﹐即两轮齿K1﹑K'1﹐K2﹑K'2﹑K3﹑K'3 ……各点依次沿嚙合线接触。因此﹐圆弧齿轮任一端面上凹﹑凸齿廓仅作瞬时嚙合。一对新圆弧齿轮在理论上是瞬时点嚙合﹐故圆弧齿轮传动又常称为圆弧点嚙合齿轮传动。轮齿经过磨合后﹐实际上齿廓能沿齿高有相当长的一段线接触。圆弧齿轮传动的特点是﹕(1)综合曲率半径比渐开线齿轮传动大很多﹐其接触强度比渐开线齿轮传动约高0.5~1.5倍﹔(2)两轮齿沿嚙合线方向的滚动速度很大﹐齿面间易於形成油膜﹐传动效率较高﹐一般可达0.99~0.995﹔(3)圆弧齿轮沿齿高方向磨损均匀﹐且容易跑合﹔(4)圆弧齿轮无根切现象﹐故最小齿数可以少。但圆弧齿轮对中心距﹑切齿深度和螺旋角的误差敏感性很大﹐这三项误差对承载能力影响较大﹐故圆弧齿轮对製造和安装精度要求较高。此外﹐单圆弧齿轮轮齿弯曲强度较弱﹔切削同一模数的大﹑小齿轮﹐需用两把不同的滚刀。
双圆弧齿轮传动 工作时﹐从一个端面看﹐先是主动轮齿的凹部推动从动轮齿的凸部﹐离开后﹐再以它的凸部推动对方的凹部(图3 双圆弧齿轮传动的嚙合情况 )﹐故双圆弧齿轮传动在理论上同时有两个接触点﹐经跑合后﹐这种传动实际上有两条接触线﹐因此可以实现多对齿和多点嚙合。此外﹐由於其齿根厚度较大﹐双圆弧齿轮传动不仅承载能力比单圆弧齿轮传动约高30%以上﹐而且传动较平稳﹐振动和噪声较小﹐并且可用同一把滚刀加工相配对的两个齿轮。因此﹐高速重载时﹐双圆弧齿轮传动有取代单圆弧齿轮传动的趋向。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条