1) PCD cutter

PCD刀具
1.
Study on outstripping phenomenon and its judging standard in cutting with PCD cutter;
PCD刀具切削时的超越性加工现象及其判别标准的研究
2.
The manufacturing technique and the application of fine diamond powder grinding wheel for grinding PCD cutters are investigated.
探讨了刃磨PCD刀具用细粒度陶瓷结合剂金刚石砂轮的制造工艺与应用,选用Li2O-ZnO-SiO2微晶玻璃作结合剂,研究了砂轮中金刚石浓度、结合剂含量及造孔剂种类、含量变化对砂轮磨削性能的影响。
3.
PCD cutter is widely applied in machining aluminum-silicon alloy, PCD is proper material to machining aluminum-silicon alloy, especially to higher-silicon alloy.
PCD刀具广泛应用于加工铝合金,是加工铝合金特别是高硅铝合金最为有效的刀具材料,在分析PCD刀具材料性能特点的基础上,介绍了PCD刀具在活塞加工中的应用情况,重点介绍了几种常用PCD刀具的应用效果,并以精车环槽PCD刀具为例,详细介绍了PCD成型刀具的开发与应用,最后对PCD刀具的正确使用提了几点建议。
2) PCD cutting tool
PCD刀具
1.
Study on PCD cutting tool when machining nonferrous metal;
PCD刀具加工有色金属的研究
2.
The traits of PCD cutting tool grinding process with resin-bond, metal-bond and vitrified-bond diamond wheel are compared and analyzed.
对树脂结合剂、金属结合剂和陶瓷结合剂金刚石砂轮刃磨PCD刀具的过程特点进行了比较分析,认为陶瓷结合剂金刚石砂轮刃磨PCD刀具可以得到较好的刃磨表面质量且刃磨效率最高;同时对加工工件表面的形成过程进行了分析,认为PCD刀具的后刀面表面质量是最重要的影响因素。
3.
The cutting model of PCD cutting tool was analyzed and some experiments were done.
在分析PCD刀具切削模型的基础上进行了切削试验。
3) PCD tools
PCD刀具
1.
Research on PCD Tools Cutting Titanium Alloys;
PCD刀具加工钛合金的试验研究
2.
The hi-frequency induction brazing process of PCD tools was summarized in details,and the research status of the PCD tools brazing technology home and abroad was introduced in this paper .
对PCD刀具高频感应钎焊工艺和国内外PCD刀具钎焊技术的研究现状进行了较为详细的阐述,并对国内PCD刀具钎焊技术的发展进行了展望。
3.
In this paper,orthogonal experiment was done to study the cutting performances of PCD tools when cutting Ti-6Al-4V.
本文通过正交试验研究了PCD刀具车削钛合金Ti-6A l-4V时,动态切削力和表面粗糙度随切削用量的变化规律,并分别以Ra、Rz为指标进行了方差分析。
4) PCD tool
PCD刀具
1.
PCD tools are applied mostly in continuous cut at present, but there have few application and investigation on interrupted cut.
本文就 PCD刀具断续切削铝合金时的切削力、切入冲击力和刀具磨损等问题进行了试验研究。
2.
Cutting the Stavax model by ultrasonic-vibration,as a drive of PCD tool,conduct a comparative study on the appearance roughness of the workpieces and the wear on tool resulted respectively from ordinary cutting and ultrasonic-vibration-drived cutting.
运用超声波振动驱动PCD刀具对Stavax工具钢进行切削试验,并对比研究普通切削和超声波振动切削的加工工件表面粗糙度和刀具磨损试验结果,获得超声波振动切削时工件表面粗糙度、刀具磨损与加工参数之间的变化规律。
3.
The obtained results suggested that the technology is effective in machining high-performance PCD tools that will be suitable substitutes for import products.
通过分析典型内凹刃口PCD刀具的特征,归纳出其加工难点,阐明了电火花刃磨工艺路线及对加工设备的要求,提出了刀具定位、电极在线车削等的工艺方案,总结了主要放电条件参数。
5) PCD cutting tools
PCD刀具
1.
In the paper,the influence of cutting speed,feed speed and cutting depth on the roughness of machined surface is studied when using the PCD cutting tools for milling SiCp / Al-matrix composite of SiC granule bigger and higher on volume radio.
通过切削实验,研究PCD刀具铣削SiC颗粒尺寸较大、体积比含量较高的SiCp/A l复合材料时,切削速度、每齿进给量、切削深度对已加工表面粗糙度的影响,根据对实验结果分析得出切削用量对已加工表面粗糙度的影响规律。
6) PCD Piston ring groove cutter
PCD槽刀
补充资料:刀具:锥齿轮加工刀具
专用於切削各种锥齿轮齿形的齿轮加工刀具。锥齿轮加工刀具按被切齿轮的种类可分为直齿锥齿轮刀具﹑弧齿锥齿轮刀具和延长外摆线锥齿轮刀具3类。
直齿锥齿轮刀具 主要有成对刨刀﹑成对铣刀盘﹑拉-铣刀盘和锥齿轮定装滚刀等(图1 直齿锥齿轮刀具 ) 。
。
成对刨刀 常用於加工模数为 0.3~20毫米的直齿锥齿轮。刨刀的齿形角等於被切齿轮的公称压力角﹐刀体上有前角﹐但无后角(见刀具)。工作后角是靠刨刀斜装於刀座而获得。加工时﹐两把刨刀分布在相邻齿槽内加工一个轮齿的两侧面。
成对铣刀盘 工作原理与成对刨刀基本相同(见齿轮加工)﹔但刀盘直径大(150~600毫米)﹑齿数多﹐生產率较刨齿高2~4倍。在加工齿轮时﹐齿数相等的两把铣刀盘在同一齿槽内分别切出左右侧面的齿形。但刀齿互相错开﹐一把铣刀盘的刀齿斜插在另一铣刀盘的两齿间。刀盘的直线切削刃分布在一个3°30左右的凹锥面上﹐因此能方便地切出鼓形齿﹐有利於嚙合。
拉-铣刀盘 用於加工模数为6毫米以下的直齿锥齿轮﹐刀盘直径为400~600毫米。刀体上装有15~17个扇形刀块﹐每块上有4~5个刀齿。粗切刀齿的顶刃逐渐昇高﹐齿昇量约为0.1毫米﹐它们逐渐地切入齿轮的齿槽直到全部深度﹐粗切刀齿部分最后7个刀齿的顶刃没有齿昇量﹐只用於修整齿槽的两侧面和槽底。粗切刀齿一般有18~20个﹐顶刃没有齿昇量。在精切刀齿前的缺口内﹐可安装一把成形刀﹐对齿顶进行倒角。拉-铣刀盘的切削是拉削和铣削的复合过程﹐是粗﹑精加工的混合过程。工作时刀盘一面旋转﹐同时作左﹑右往復移动。刀盘转一转可切好一个齿槽﹐生產率很高。拉-铣刀盘的刀齿均製成半径相等﹑但圆心位置不同的圆弧。刀齿是铲背的﹐用钝后刃磨前面。
锥齿轮定装滚刀 用於在具有专门附件的滚齿机上加工小模数等高齿直齿锥齿轮﹐一般有两个刀齿﹐相隔180°。它们在按一定的速比转动时﹐在两个不同的位置上分别切出齿槽的两侧。
弧齿锥齿轮铣刀盘 又称格利森 (Gleason)铣刀盘﹐用於加工模数为 0.5~15毫米的弧齿锥齿轮。常用的刀盘公称直径为12.7~457.2毫米(1/2~18英寸)﹐共有10个规格。12.7~50.8毫米(1/2~2英寸)的铣刀盘製成整体式﹐直径较大的製成镶齿式(图2 弧齿锥齿轮铣刀盘 )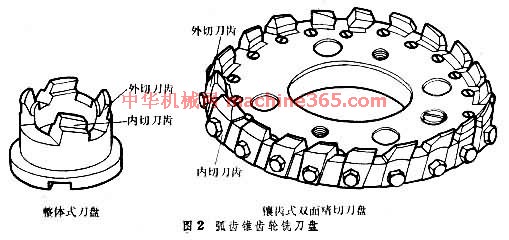 。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。
。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。
直齿锥齿轮刀具 主要有成对刨刀﹑成对铣刀盘﹑拉-铣刀盘和锥齿轮定装滚刀等(图1 直齿锥齿轮刀具 )
。 成对刨刀 常用於加工模数为 0.3~20毫米的直齿锥齿轮。刨刀的齿形角等於被切齿轮的公称压力角﹐刀体上有前角﹐但无后角(见刀具)。工作后角是靠刨刀斜装於刀座而获得。加工时﹐两把刨刀分布在相邻齿槽内加工一个轮齿的两侧面。
成对铣刀盘 工作原理与成对刨刀基本相同(见齿轮加工)﹔但刀盘直径大(150~600毫米)﹑齿数多﹐生產率较刨齿高2~4倍。在加工齿轮时﹐齿数相等的两把铣刀盘在同一齿槽内分别切出左右侧面的齿形。但刀齿互相错开﹐一把铣刀盘的刀齿斜插在另一铣刀盘的两齿间。刀盘的直线切削刃分布在一个3°30左右的凹锥面上﹐因此能方便地切出鼓形齿﹐有利於嚙合。
拉-铣刀盘 用於加工模数为6毫米以下的直齿锥齿轮﹐刀盘直径为400~600毫米。刀体上装有15~17个扇形刀块﹐每块上有4~5个刀齿。粗切刀齿的顶刃逐渐昇高﹐齿昇量约为0.1毫米﹐它们逐渐地切入齿轮的齿槽直到全部深度﹐粗切刀齿部分最后7个刀齿的顶刃没有齿昇量﹐只用於修整齿槽的两侧面和槽底。粗切刀齿一般有18~20个﹐顶刃没有齿昇量。在精切刀齿前的缺口内﹐可安装一把成形刀﹐对齿顶进行倒角。拉-铣刀盘的切削是拉削和铣削的复合过程﹐是粗﹑精加工的混合过程。工作时刀盘一面旋转﹐同时作左﹑右往復移动。刀盘转一转可切好一个齿槽﹐生產率很高。拉-铣刀盘的刀齿均製成半径相等﹑但圆心位置不同的圆弧。刀齿是铲背的﹐用钝后刃磨前面。
锥齿轮定装滚刀 用於在具有专门附件的滚齿机上加工小模数等高齿直齿锥齿轮﹐一般有两个刀齿﹐相隔180°。它们在按一定的速比转动时﹐在两个不同的位置上分别切出齿槽的两侧。
弧齿锥齿轮铣刀盘 又称格利森 (Gleason)铣刀盘﹐用於加工模数为 0.5~15毫米的弧齿锥齿轮。常用的刀盘公称直径为12.7~457.2毫米(1/2~18英寸)﹐共有10个规格。12.7~50.8毫米(1/2~2英寸)的铣刀盘製成整体式﹐直径较大的製成镶齿式(图2 弧齿锥齿轮铣刀盘 )
。铣刀盘可分为粗切刀盘和精切刀盘两类。粗切刀盘有双面(装有内切和外切两组刀齿)和三面(装有内切﹑外切和顶切三组刀齿)两种。精切刀盘有单面(仅有内切或外切中的一种刀齿)和双面两种。粗切刀盘要求刀齿多﹑刚性好﹐刀盘背后有支承环承受刀齿的切削力﹔精切刀盘要求精度高﹐有垫片和斜楔﹐可精确调整刀齿的径向位置。各种刀盘上的刀齿切削刃都是直线形﹐有一定的齿形角﹐刀齿须按计算的刀号选用﹐以得到正确的配对齿形﹐并採用铲背式﹐使刀齿重磨后的径向位置和齿形角保持不变。随著高效铣齿机的发展﹐出现了几种新型铣刀盘﹐如粗切用高刚性铣刀盘﹑楔装式铣刀盘﹐此外还有在半滚切法中加工大轮时採用的圆柱刀刀盘和螺旋成形法刀盘等。 说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条