1) pulse electrochemical abrasive machining(PECAM)

脉冲电解珩磨加工
2) honing
[英][həun] [美][hon]
珩磨加工
1.
This paper introduces some common quality defects in the deep hole honing,and analyzes on the causes of these defects.
介绍了深孔珩磨加工中容易出现的孔径超差、珩磨表面粗糙度达不到工艺要求、圆度误差超差和孔的直线度误差超差等质量缺陷,并分析了其产生的原因。
2.
The application of the IKEGAI s U axis tool on the IKEGAI s machining center is introduced and the examples of compound machining(turning,boring,honing) for complex parts by using the U axis center are presented.
分析了池贝U轴刀具的原理、特点和功能,介绍了U轴刀具在池贝加工中心上的应用,提出了利用U轴加工中心对复杂零件进行复合加工(车削加工、镗加工、珩磨加工等)的实例。
3) Electrochemical honing
电解珩磨
1.
Mathematic models of quasi-stable machining removal law in field controlling electrochemical honing(Ⅱ);
可控电解珩磨准稳态加工去除规律数学模型(Ⅰ)
2.
One kind of the electrochemical process the new special kind which whets to marry to connect but becomes with honing to process a method-the deep hole electrochemical honing of work principle and application parameter were introduced.
介绍了一种将电解加工与珩磨嫁接而形成的新的特种加工方法—深孔电解珩磨的工作原理与应用参数。
4) PECM
脉冲电解加工
1.
Design of HSPECM power supply control system;
高频脉冲电解加工电源控制系统设计
2.
Applied research present situation of pulse electrochemical machining(PECM) was summarized.
对脉冲电解加工技术应用研究进行了介绍,阐述了脉冲电解加工技术,介绍了脉冲电化学加工的机理及国外脉冲电解加工的研究和进展,分析了脉冲电解加工的国内外研究现状,提出了脉冲电解加工技术存在的问题及研究的方向。
5) pulse electrochemical machining
脉冲电解加工
1.
The balanceable inter-electrode gap in higher frequency group-pulse electrochemical machining;
高频群脉冲电解加工的极间平衡间隙
补充资料:特种加工:挤压珩磨
利用携带磨料的粘弹性基体介质(研磨介质)在一定压力下反复摩擦加工表面而达到拋光或去除毛刺作用的特种加工﹐又称磨料流动加工。这种加工方法最初主要用于去掉零件中隐蔽部位或交叉孔内的毛刺﹐后来又应用到拋光模具或零件的表面﹐还用于拋光电火花加工的表面或去除表面变质层﹐对机械零件的棱边倒圆等。挤压珩磨具有加工效率高﹑能自动操作﹑拋光效果好等优点。
图 挤压珩磨加工原理图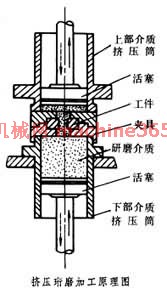 为挤压珩磨的加工原理。工件固定安装在夹具中﹐夹具被上﹑下两只盛有研磨介质的挤压筒压紧。加工时﹐上﹑下挤压筒中的活塞由液压系统驱动上﹑下同步移动﹐从而推动和挤压研磨介质﹐使之反复通过工件的被加工表面﹐由磨料颗粒产生磨削作用。加工所用的挤压力为1~3兆帕﹐也有高达10兆帕的。
为挤压珩磨的加工原理。工件固定安装在夹具中﹐夹具被上﹑下两只盛有研磨介质的挤压筒压紧。加工时﹐上﹑下挤压筒中的活塞由液压系统驱动上﹑下同步移动﹐从而推动和挤压研磨介质﹐使之反复通过工件的被加工表面﹐由磨料颗粒产生磨削作用。加工所用的挤压力为1~3兆帕﹐也有高达10兆帕的。
研磨介质是由磨料和基体介质(一种半固体状的高分子聚合物)均匀混合而成。在实际使用中还根据不同的加工对象加入一定量的添加剂﹐如润滑剂﹑增塑剂和减粘剂等﹐以改变基体介质的粘度和流动性等物理性能。磨料一般采用碳化硅或氧化铝﹐有时也采用碳化硼或金刚石粉。磨料粒度范围是20 ~600 。粗磨料用于去毛刺﹐细磨料用于拋光。磨料含量是10~60%﹐依具体加工情况而定。
夹具使研磨介质按规定路径通过被加工表面﹐同时还起着安装固定工件的作用﹐因此夹具结构应根据工件形状﹑尺寸和加工要求设计制造。对小型工件可采用多任务位夹具﹐一次可安装许多任务件同时进行加工。夹具材料一般采用耐磨工具钢和尼龙等﹐也可采用碳钢或铝等材料﹐磨损后加以更换。夹具须具有足够的强度和密封性。
挤压珩磨机床一般为立式结构﹐分为全自动式和半自动式两种类型。机床的主要组成部分是蜗杆螺旋顶重器﹑主液压系统﹑副液压系统﹑控制回路和辅助设备等。机床的操作控制参数是挤压力﹑研磨介质流量﹑加工循环次数和循环时间等。
图 挤压珩磨加工原理图
为挤压珩磨的加工原理。工件固定安装在夹具中﹐夹具被上﹑下两只盛有研磨介质的挤压筒压紧。加工时﹐上﹑下挤压筒中的活塞由液压系统驱动上﹑下同步移动﹐从而推动和挤压研磨介质﹐使之反复通过工件的被加工表面﹐由磨料颗粒产生磨削作用。加工所用的挤压力为1~3兆帕﹐也有高达10兆帕的。 研磨介质是由磨料和基体介质(一种半固体状的高分子聚合物)均匀混合而成。在实际使用中还根据不同的加工对象加入一定量的添加剂﹐如润滑剂﹑增塑剂和减粘剂等﹐以改变基体介质的粘度和流动性等物理性能。磨料一般采用碳化硅或氧化铝﹐有时也采用碳化硼或金刚石粉。磨料粒度范围是20 ~600 。粗磨料用于去毛刺﹐细磨料用于拋光。磨料含量是10~60%﹐依具体加工情况而定。
夹具使研磨介质按规定路径通过被加工表面﹐同时还起着安装固定工件的作用﹐因此夹具结构应根据工件形状﹑尺寸和加工要求设计制造。对小型工件可采用多任务位夹具﹐一次可安装许多任务件同时进行加工。夹具材料一般采用耐磨工具钢和尼龙等﹐也可采用碳钢或铝等材料﹐磨损后加以更换。夹具须具有足够的强度和密封性。
挤压珩磨机床一般为立式结构﹐分为全自动式和半自动式两种类型。机床的主要组成部分是蜗杆螺旋顶重器﹑主液压系统﹑副液压系统﹑控制回路和辅助设备等。机床的操作控制参数是挤压力﹑研磨介质流量﹑加工循环次数和循环时间等。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条