|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
1) end milling

端铣
1.
Experimental Study on the End Milling Titanium Alloy BT20;
钛合金BT20端铣试验研究
2.
Based on the analysis of the traditional models, a fuzzy model for multi-objective optimization of machining parameters for end milling was formulated.
分析了端铣加工参数传统优化模型的缺陷 ,引入模糊数学方法描述具有模糊性的经验参数、经验约束以及目标函数 ,建立了端铣加工参数的多目标模糊优化模型 。
2) face milling
端铣
1.
Presents a static model for the prediction of surface errors in face milling.
通过对工艺系统的受力分析,考虑整个工艺系统的受力变形对表面加工误差的影响,提出了端铣加工表面误差的静态预报模型。
2.
Studies the prediction approach of workpiece in face milling deformation.
研究端铣加工变形的仿真预测方法。
3) end-milling
端铣
1.
A simple milling force model for end-milling cutter is improved.
将一种简易的端铣刀铣削力模型改进为动态铣削力模型,并给出了铣削力矩模型。
2.
According tO the principle of analogy between milling and turning and the analysis on cutting mechanism and geometric relation of cutting process, this paper presents a new calculating model of cutting forces in multi-tooth end-milling on the basis of cutting foers empirical formula.
根据铣削和车削的相似性原理,通过对切削机理和切削几何关系的分析,建立了—个以车削力经验公式为基础的多齿铣刀端铣力计算模型。
3.
The structure of the machine is very special,so we have to use the formula of end-milling process to calculate the power approximately.
通过对该机床结构形式的分析,套用端铣刀计算公式对机床在端铣、切壁以及回转体回转时所消耗的功率分别进行了近似计算,最终得出了该清洗机在切屑过程中所消耗的总功率。
4) high speed end milling
高速端铣
5) End-milling cutter
端铣刀
1.
This paper presents a systematic interference detection methodology for machining free-form surfaces on three-axis NC machines using an end-milling cutter.
针对用端铣刀在自由曲面上进行3轴数控加工,提出了一种系统的刀具干涉检测方法。
2.
A numerical simulation is taken for the example of an end-milling cutter in the procedure of milling a plane.
以端铣刀铣削平面为例,进行了振动仿真,研究了铣削参数对振动特性的影响。
6) face-milling
端面铣削
1.
This paper researches into the unbalance factor of the cutting force and the cutting area in the face-milling process.
本文研究了端面铣削过程的切削力不均衡系数和切削面积不均衡系数。
补充资料:Vericut在少齿转子四轴精铣加工仿真中的应用
一、Vericut的工作流程 Vericut是美国CGTech公司开发的一款集数控加工仿真、干涉校验、工时工况分析、代码优化等多种功能于一体的软件。该系统可以以虚拟现实的方式建立数控机床、刀具、夹具和毛坯模型,在刀位数据或NC代码的驱动下模仿金属切削加工中走刀轨迹和材料被切除的过程,使用户以直观的方式对工艺规划的合理性进行评估,对是否存在干涉进行校验,并优化走刀轨迹和NC代码。Vericut的工作流程如图1所示。 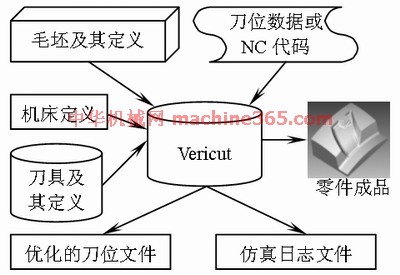
图1 Vericut的加工仿真流程 二、少齿转子的特点和编程方法 1.转子的特点 在油量计、气量计或塑料机械进给机构中,广泛使用一种螺旋齿轮。该齿轮的特点是模数较大,且属于非标准模数。若采用齿轮滚刀加工,为减小根切,必须采用特定的工艺方法才可生产出合格产品。另一方面,它的齿数较少(常为3齿或4齿),故精加工时采用铣削方法生产,其效率和精度均是可以接受的。例如,图2是一转子齿轮,它是由4齿渐开线剖面绕z轴作螺旋运动而形成的。该剖面由齿顶圆、渐开线和摆线连接而成,其外形如图2所示。齿轮参数列于表1,齿面粗糙度Ra为1.6。 表1 转子齿轮参数 
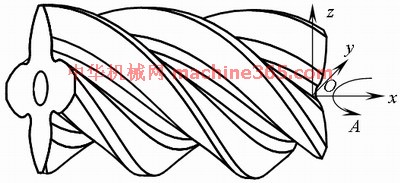
图2 转子齿轮 2.转子的NC编程方法 由转子的形成过程可知,该工件应采用四轴加工:工件沿z轴负方向作匀速进给,同时绕z轴作匀速旋转运动,这样刀具在空间切削出一条螺旋线;每完成一个切削行程,工件快速复位,然后刀具在xOy平面上作渐开线插补运动(x、y联动),再进行第二个行程。反复执行该过程,直到整个齿面铣削完毕。这实质上仍是展成法加工。 转子NC编程时的已知条件为:(1)转子端面轮廓线。设计者通常把该轮廓离散为上千个数据点给NC编程者。(2)转子的齿数、模数、压力角、螺旋角、导程等参数。编程的具体方法如下: (1)将端面轮廓点拟合成为光滑曲线,如图3a 所示。
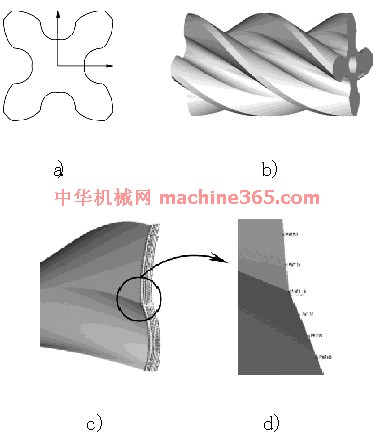
图3 转子数据处理与建模 (2)建立转子的三维模型,如图3b所示。建模方法有很多,可在Pro/ENGINEER、AlphaCAM等平台上建立。建模时,轮廓线上任一点P(xi, yi)处的螺旋导动线方程为(坐标系参见
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|