1) improve the interpretation accurat

提高解释精度
2) logging interpretation accuracy
解释精度
1.
in order to improve the logging interpretation accuracy,taking a certain area of Huabei Oilfield for example,we use the information of pure water layer and pure mud layer,as well as experimetal data from oil test,water test,well logging etc.
为提高测井解释精度,以华北油田某地区为研究对象,在分析研究实验、试油、试水、测井等资料的基础上,利用纯水层及纯泥岩层的信息,建立了逐点求取地层水电阻率的计算模型,并对实际资料进行了验证。
3) Precision data processing and interpretation
高精度数据处理与解释
4) Improving precision
提高精度
5) improve valuative veracity
提高解释符合率
6) precision of interpretation of information(PII)
信息解释精度
补充资料:如何提高薄壁零件的加工精度
因为具有重量轻、节约材料、结构紧凑等特点,薄壁零件已日益广泛地应用在各工业部门。但薄壁零件的加工是比较棘手的,原因是薄壁零件刚性差、强度弱,在加工中极容易变形,不易保证零件的加工质量。如何提高薄壁零件的加工精度将是业界越来越关心的话题。
薄壁零件的加工问题,一直是较难解决的。薄壁件目前一般采用数控车削的方式进行加工,为此要对工件的装夹、刀具几何参数、程序的编制等方面进行试验,从而有效地克服了薄壁零件加工过程中出现的变形,保证加工精度。影响薄壁零件加工精度的因素有很多,但归纳直来主要有以下三个方面:
(1)受力变形
因工件壁薄,在夹紧力的作用下容易产生变形,从而影响工件的尺寸精度和形状精度,如图1所示。
(2)受热变形
因工件较薄,切削热会引起工件热变形,使工件尺寸难于控制。
(3)振动变形
在切削力(特别是径向切削力)的作用下,很容易产生振动和变形,影响工件的尺寸精度、形状、位置精度和表面粗糙度。
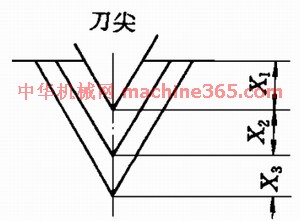
图1 夹紧力的影响
既然影响薄壁件加工精的因素找到了,那么我们将如何提高薄壁零件的加工精度呢?接下来笔者将通过具体实例来介绍提高薄壁件加工精度和效率的措施。
图2所示的薄壁零件,是我校用数控车床对外加工产品中难度较大的零件。采用的设备是配备了广州数控系统GSK980T的数控车床。为了提高产品的合格率,我们从工件的装夹、刀具几何参数、程序的编制等方面进行综合考虑,实践证明,有效提高了零件的精度,保证了产品的质量。

图2 示例零件
1. 工件特点分析
从零件图样要求及材料来看,加工此零件的难度主要有两点:
(1)因为是薄壁零件,螺纹部分厚度仅有4mm,材料为45号钢,而且批量较大,既要考虑如何保证工件在加工时的定位精度,又要考虑装夹方便、可靠。通常的车削都是用三爪卡盘夹持外圆或撑内孔的装夹方法来加工,但此零件较薄,车削受力点与加紧力作用点相对较远,而且还需车削M24螺纹,受力很大,刚性不足,容易引起晃动,因此要充分考虑如何装夹定位的问题。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条