1) Machinability
[məʃi:nə'biliti]

可加工性
1.
The Fuzzy Comprehensive Evaluation of the Machinability of Machinable Ceramics;
可加工陶瓷材料可加工性的模糊综合评判
2.
Study of the machinability of the new-developed plastic die steels;
新研制塑料模具钢可加工性研究
3.
In order to evaluate machinability of ceramics materials objectively,data envelopment analysis(DEA) model for machinability evaluation of machinable ceramic materials was established.
为了客观评价陶瓷材料的可加工性,建立了可加工陶瓷材料可加工性评价的数据包络分析模型。
2) mechanical prpoperty
可加工性能
1.
To machinable glass-ceramics,the best mechanical prpoperty correspond to the best machinablility.
机械功能微晶玻璃的最佳力学性能与最佳可加工性能所要求的工艺参数并不一致。
3) technology/workability
工艺/可加工性
4) machine deforming character
可加工变形性
5) machinability evaluation
可加工性评价
1.
This paper puts forword the machinability evaluation principle of part design the basis neural network algorithm and machinability evaluation contents of part design,mainly including the neural network algorithm of machinability evaluation,binary system description of gear machining direction,description of gear machining technology and machinability evaluation of gear design based on cases.
在描述零件设计可加工性评价内容的基础上,提出了基于神经网络算法的零件设计可加工性评价原理,主要包括:可加工性评价的神经网络算法,齿轮零件加工方向的二进制形式描述,齿轮零件加工工艺描述和基于实例的齿轮设计可加工性评价。
6) machinability modeling
可加工性建模
补充资料:机械工程材料:切削加工性试验
测定材料被切削加工成一定尺寸精度和达到一定表面质量的难易程度的一种工艺性能试验。通常以一定刀具寿命下的最高切削速度来衡量。对精加工来说﹐还需要增加加工精度和表面质量的指标。有时也以切削功率﹑切削力或断屑的难易来衡量。
刀具寿命和切削速度的关係主要按图 刀具磨损曲线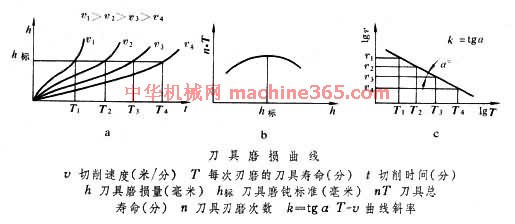 中的磨损曲线试验法评定。
中的磨损曲线试验法评定。
在规定的切削深度和切削进给量下﹐用 4种切削速度测定不同切削时间 所对应的刀具后刀面磨损宽度或前刀面月牙洼深度 ﹐在直角坐标上绘製磨损曲线(图中a 刀具磨损曲线 )﹔根据实验所得刀具总寿命T 与刀具允许磨损量的关係曲线图(图中b 刀具磨损曲线 )﹐确定与最大T 值相对应的刀具磨钝标準标﹔再根据标在图中a 刀具磨损曲线 得出不同切削速度下相应的刀具寿命 T 1…T 4﹐列於双对数坐标上﹐求出切削速度与刀具寿命T 之间的直线方程式(图中c 刀具磨损曲线 )﹐即=/T 1/(米/分)﹐式中为常数(相当於T =1分时的切削速度)﹐1/为刀具耐用度指数。
评定加工表面质量是在一定切削条件下以不同切削速度进行自由切削﹐主要测出加工表面微观不平度﹐建立不平度与切削速度之间的关係曲线。根据刀具径向磨损大小与加工精度高低的反比关係﹐由测出的刀具径向磨损速度与切削速度间关係﹐求出保证加工精度等级的刀具寿命﹐作为加工精度的评定指标。
刀具寿命和切削速度的关係主要按图 刀具磨损曲线
中的磨损曲线试验法评定。 在规定的切削深度和切削进给量下﹐用 4种切削速度测定不同切削时间 所对应的刀具后刀面磨损宽度或前刀面月牙洼深度 ﹐在直角坐标上绘製磨损曲线(图中a 刀具磨损曲线 )
﹔根据实验所得刀具总寿命T 与刀具允许磨损量的关係曲线图(图中b 刀具磨损曲线 )﹐确定与最大T 值相对应的刀具磨钝标準标﹔再根据标在图中a 刀具磨损曲线 得出不同切削速度下相应的刀具寿命 T 1…T 4﹐列於双对数坐标上﹐求出切削速度与刀具寿命T 之间的直线方程式(图中c 刀具磨损曲线 )﹐即=/T 1/(米/分)﹐式中为常数(相当於T =1分时的切削速度)﹐1/为刀具耐用度指数。 评定加工表面质量是在一定切削条件下以不同切削速度进行自由切削﹐主要测出加工表面微观不平度﹐建立不平度与切削速度之间的关係曲线。根据刀具径向磨损大小与加工精度高低的反比关係﹐由测出的刀具径向磨损速度与切削速度间关係﹐求出保证加工精度等级的刀具寿命﹐作为加工精度的评定指标。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条