|
|
|
说明:双击或选中下面任意单词,将显示该词的音标、读音、翻译等;选中中文或多个词,将显示翻译。
|
|
|
您的位置: 首页 -> 词典 -> 轧辊表面质量控制
1) roller surface quality control

轧辊表面质量控制
2) Controlling of roll quality
轧辊质量控制
3) The Quality Management of Forging Steel Rolling Mill Rolls
锻钢轧辊质量控制
4) roll surface
轧辊表面
1.
Considering the production practice,this paper presents the significance of using roll surface reason- ably from the following aspects:increasing production efficieney,product quality and decreasing production cost.
结合生产实践,从提高生产效率、产品质量和降低生产成本等方面,阐述了合理使用轧辊表面的意义;并以统计数据为依据,分析、总结了轧辊表面损伤的原因;提出了合理使用和保护轧辊的具体措施。
5) quality control on the surface
表面质量控制
6) Surface Quality of Bloom
轧坯表面质量
补充资料:线切割加工件表面质量的改善与提高
电火花线切割机按切割速度可分为高速走丝和低速走丝两种,低速走丝线切割机所加工的工件表面粗糙度和加工精度比高速走丝线切割机稍好,但低速走丝线切割机床的机床成本和使用成本都比较高,目前在国内还没有普及,而我国独创的高速走丝线切割机床它结构简单,机床成本和使用成本低,易加工大厚度工件,经近40年发展,已成为我国产量最大,应用最广泛的机床种类之一,在模具制造、新产品试制和零件加工中得到了广泛应用。
由于高速丝线切割机是采取线电极高速往复供丝的方式,线电极的损耗均匀地分布在近300米电极丝上,虽然电极丝的损耗极小,但电火花线切割机工作时影响其加工工件表面质量的因素很多,更需要对其有关加工工艺参数进行合理选配,才能保证所加工工件表面质量。
对线切割加工质量有直接影响的因素主要涉及人员、设备、材料等方面。为了改善加工工件表面质量,可以从影响最大的人为因素、机床因素和材料因素等三方面来考虑对加工质量的控制方式和改进方法。笔者在教学、科研和生产实践中对影响线切割加工工件表面质量的相关因素方面做了一些探 索和研究,积累了少许行之有效的工作经验,现介绍如下。 一、影响线切割加工工件表面质量的人为因素的控制与改善 人为因素的控制与改善主要包括加工工艺的确定和加工方法的选择,这可以通过以下几点来实现: (1)合理安排切割路线。该措施的指导思想是尽量避免破坏工件材料原有的内部应力平衡,防止工件材料在切割过程中因在夹具等的作用下,由于切割路线安排不合理而产生显著变形,致使切割表面质量下降。例如:工件与其夹持部分的分离应安排在最后,使加工中刚性较好。如下图,其中a为错误的切割路线,b为正确的切割路线。 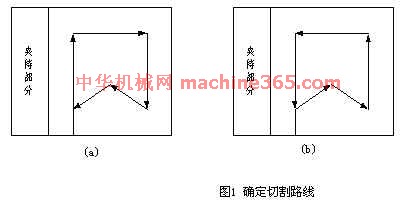
(2)正确选择切割参数。对于不同的粗、精加工,其丝速和丝的张力应以参数表为基础作适当调整,为了保证加工工件具有更高的精度和表面质量,可以适当调高线切割机的丝张力,虽然制造线切割机床的厂家提供了适应不同切割条件的相关参数,但由于工件的材料、所需要的加工精度以及其他因素的影响,使得人们不能完全照搬书本上介绍的切割条件,而应以这些条件为基础,根据实际需要作相应的调整。例如若要加工厚度为27mm的工件,则在加工条件表中找不到相当的情况,这种条件下,必须根据厚度在20mm~30mm间的切割条件做出调整,主要办法是:加工工件的厚度接近哪一个标准厚度就选择其为应设定的加工厚度。
说明:补充资料仅用于学习参考,请勿用于其它任何用途。
参考词条
|